厂家订做异型多槽电镀金刚石CBN砂轮 成型专用公差范围小无需修整

东莞市东城东巨磨具经营部
中国 东莞
产品属性
图文详情
品牌推荐
品牌
东巨
型号
异型
类型
高速砂轮
外形
异型
材质
氮化硼/CBN
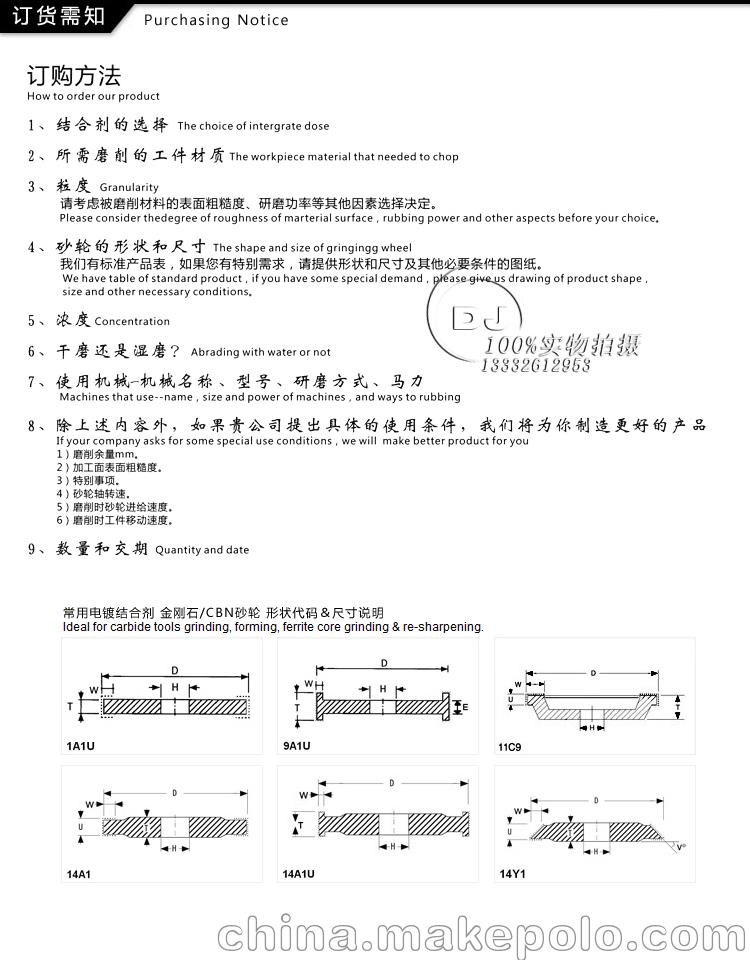
工艺
电镀
最大工作线速度
35m/s
工艺
电镀结合剂
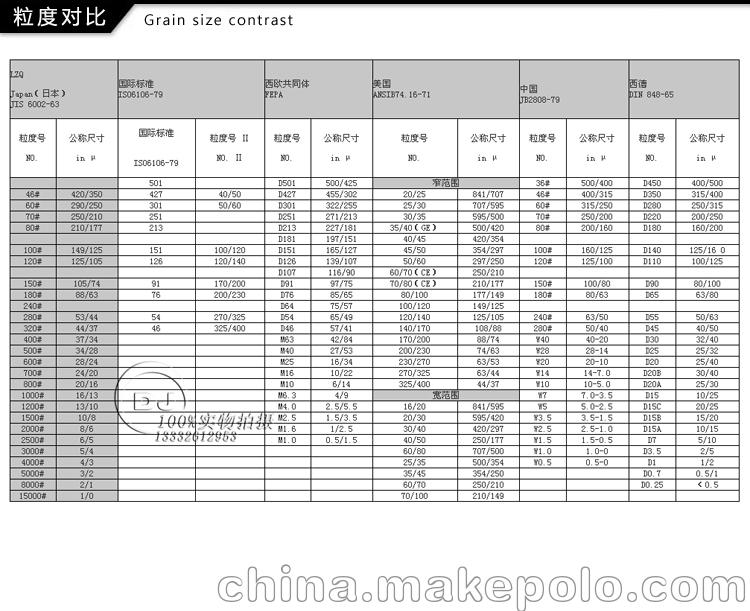
粒度
400#
圆度
0.01
圆柱度
0.02
规格尺寸
109.2D*16T*23.7Hmm
重量
2kg
产地
广东
包装
纸盒
磨料
CBN
交期
7个工作日
可否定制
是