关键词:轴承位磨损 辊压机轴承位磨损 辊压机 现场修复 索雷工业
随着生产企业对于设备的连续化要求的不断提高,设备出现的问题相应随之增加,超负载负荷的运行,加剧设备的损坏程度。轴承位在承受各种作用下出现疲劳磨损,导致轴与轴承配合出现间隙,而产生相对运动磨损。另外,辊压机轴头和中空轴一旦拉伤,企业传统维修方法一般是将轴拆出,由外协进行维修热喷涂和冷焊处理。但结合企业生产现状在线修复是目前企业所选择的解决方案。由于辊压机和减速机体积大重量沉,传统的热喷涂及冷焊工艺难以达到现场要求。目前利用高分子聚合物材料进行修复是近几年来国内新型修复工艺,利用索雷材料的综合性能的同时结合其索雷“工装法”、“基准刮研法”、“基准定位法”进行现场修复,使部件配合面达到100%,避过度磨损。索雷工业第一时间为企业提供科学、合理的解决方案,不仅为企业缩短了停机时间节省了维修费用,而且保证了企业的连续化生产进而为企业创造了可观的经济效益;索雷工业及技术产品保证设备不间断运行的前提下最大限度降低维护费用成为企业增加利润的最优先手段。
以下是索雷工业技术修复案例:
企业合肥院HFCG160*140立磨减速机,轴承位的磨损造成了整条线的停机,采用索雷工业的产品和技术修复,仅用6个小时时间,就满足立磨减速机开机条件,为企业恢复生产赢得了时间;并且修复费用低廉。
修复设备数据: 轴颈:600-900mm; 轴承位轴:487mm; 轴承位单边磨损:3-5mm;工作温度:65-85℃1:12锥,轴承型号:232/600CAKF1w33。
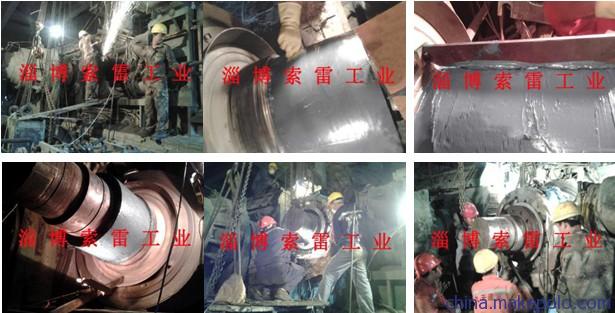
现场图片