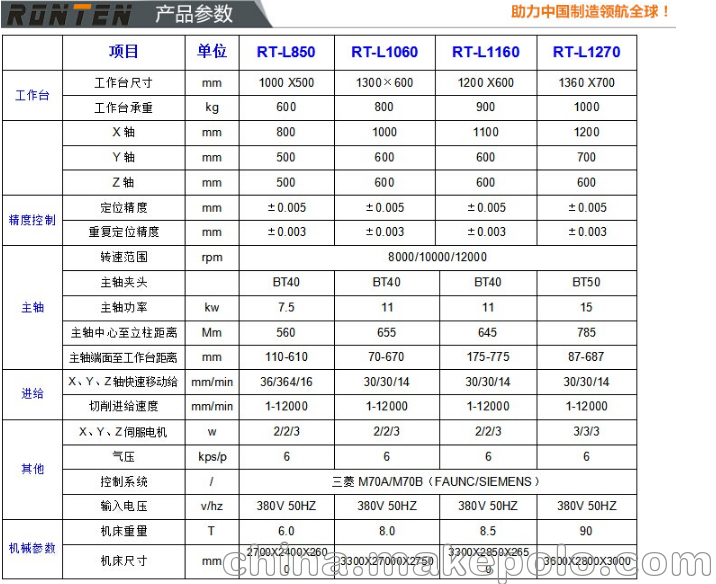
荣田RT-L850钻攻中心


榮田RONTEN数控加工中心配置明细表 |
序號 | 項目 | 製造商 | 原地 | 規格 |
1 | 控制系統 | 三菱/发那科/西门子 | | |
2 | 主軸馬達 | 三菱/发那科/西门子 | | |
3 | 三軸馬達 | 三菱/发那科/西门子 | | |
4 | 主軸 | 普森/罗翌/健椿 | 臺灣 | |
5 | 四瓣爪 | 奧格銳特 | 臺灣 | 長4、後2 |
6 | 三軸滾珠絲杆 | 上銀/銀泰 | 臺灣 | C3級 |
7 | 导轨 | 上銀/銀泰 | 臺灣 | 线轨 |
8 | 軸承 | ABM/NSK | 日本 | P4級 |
9 | 聯軸器 | BK3 | 德國 | SW+J |
10 | 打刀系統 | 中日 | 臺灣 | BJ2A-125N15T+可调11 |
11 | 風路系統結合電磁閥 | PARRER | 德國 | 4V210-08DC24V |
12 | 主軸冷卻系統 | 波英特 | 臺灣 | C02PTSA-3225B |
13 | 電氣箱熱交換器 | 乔锋 | 臺灣 | JF-8A |
14 | 切削冷卻馬達 | 格蘭富 | 丹麥 | CH2-30A |
15 | 三點組合 | 奧格銳特 | 臺灣 | UFR/L-03 |
16 | 其他氣壓元件 | 奧格銳特 | 臺灣 | SAC-C110X |
17 | 主接觸器 | 施耐德 | 法国 | 3TF31 10-0XMO |
18 | 斷路器 | 施耐德 | 法国 | NF-100-CMB |
19 | 繼電器 | 歐姆龍 | 日本 | MY2N-J240VDC |
20 | 開關電源 | 明緯 | 臺灣 | S-250-24 |
21 | 耐磨片 | Shamban | 美國 | 精密级 |
22 | 中央潤滑系統 | 永电 | 臺灣 | TM-302FW-T2PI |
23 | LED工作灯 | 光宏 | 台湾 | 20W |
24 | 手控电子手轮 | 远瞻 | 日本 | HDW-BE5S-I |
25 | 报警灯LED灯泡 | QLIGHT | 中国定牌生产 | QLIGHT |
26 | 工具箱 | 随机 | 中国定牌生产 | |
27 | 主轴冷却系统 | 瑞科油冷机1P | 中国定牌生产 | RD-23Y |
28 | 全罩封闭式钣金 | 中润多彩科技 | 中国定牌生产 | |
29 | 三轴限位开关 | 日本松下原裝正品 | 日本 | |
30 | 拆刀扳手 | 随机 | 中国定牌生产 | |
31 | 弹簧夹头 | sanlu | 台湾 | ER32 |
32 | 整机线材 | 莱事达 | 台湾 | |
33 | 刀库 | 首轮/德大 | 台湾 | 16/24位圆盘式 |
荣田精机立式加工中心(硬轨)机械特点
机械优势—主机:荣田精机立式加工中心床身、主轴等关键部件均采用米汉纳(密烘)铸件。 铸件材质牌号为GC-275。铸件结构采用一体成型技术,箱体结构,加工上采用我公 司的大型五面体加工机,一次装夹加工完成,机床具有高刚性、高强度,几何形位 精度极佳。并能保证机床长期的稳定性和高精度。其它厂牌机床一般采用钢板焊接 式或一般铸件结构,稳定性差、变形量大、会产生共振,机台寿命无法持久,无法 重切削,易崩裂,造成重大损失。
机械优势—人字型立柱:加工中心的立柱主要是对主轴箱起到支撑作用,满足主轴的Z向运动。采用人字 型结构形式的立柱,显著增强了机床的刚性与切削稳定性。适合强力铣削,负荷重 量能力提升,无工作台悬垂等毛病。
机械优势—独特的换刀机构:
A、该机构采用特殊材料,经过精密加工,再加之独特热处理,使换刀快速、准确可靠、且平滑无噪音。
B、主轴松刀采用独特稳定的气压推动油,双重作用,比单纯气压或油压松刀具有更高换刀速度及可靠性。
C、大容量的刀库机构,可存放24把刀,并采用最新的凸轮式换刀系统,刀库管 理采用随意记忆式,使得刀具交换迅速,安全可靠。(选配)
机械优势—高精度、高刚性主轴:荣田精机系列立式加工中心主轴采用台湾一线品牌生产的主轴,主轴转速范围8000-15000rpm。主轴孔的尺寸为No.40锥孔,切削力量强。主轴以同步齿形带传动,不易打滑,并可大幅度减低传动噪音及热量产生。主轴松刀采用独特稳定的气压推动油,双重作用,比单纯气压或油压松刀具有更高换刀速度及可靠性。主轴及三轴马达采用大马力系列伺服电机,扭力输出大、范围广,低转速即有高扭力输出,适合重切削。
机械优势—高精度精密滚珠丝杠在:X、Y、Z三轴传动丝杠全部采用台湾上银或银泰著名品牌,精度为P3级,直径φ40mm,导程12mm,在速度、精度等方面参数上在行业中处于领先地位。丝杠的支撑采用两端固定支撑并施加预拉伸以提高丝杠传动的刚性。三轴丝杠前后端支撑轴承均采用日本原装NSK产品,其产品在负荷、刚性、运动性能等方面都优于目前其它生产商的同类产品。丝杠与电机间的联轴器选用美国产梅花形夹紧式结构,传动效率高,刚性好,传递扭矩大。
机械优势—结构优化的重型线轨:荣田精机系列立式加工中心之X、Y、Z三轴轴采用精密级滚珠线轨(标配)或滚柱线轨。特殊定制的45mm台湾上银或银泰导轨,表面精密刮研,可根据要求选用滚柱导轨,滚柱导轨与滚珠导轨相比承载能力提高30%,减震提高15%,与硬轨相比,动态性能比硬轨提高30%,同等条件下比硬轨效率提高2%-15%,寿命提高3-6倍,有效降低故障率,减少停机维修时间和费用。
机械优势—单轴三滑块结构:单轴三滑块结构使轴向负荷能力增加30%左右,提高机床的承载能力,抗冲击能力强。
机械优势—螺母一体化设计:三轴均采用丝杠螺母座与本体一体化设计,极大的增强进给轴的刚性,在重切削加速度运动冲击下保证不失精度。
荣田精机立式加工中心(硬轨)培训事项
1、公司配有专业的教员、专用场地及设备,提供专门为客户编制的培训计划;
2、培训时间为3-5天(操作过所购类型机床者为佳),由卖方提供免费培训;
3、培训地点:在卖方培训部、车间现场进行,有实际操作经验者可于客户交货现场进行;
4、培训内容为:①掌握软件的使用,能够进行正常的生产加工;
②机床的基本操作及注意事项,确保机床的最佳使用效果;
③机床的基本维护,有效提高机床的稳定性和使用寿命。




