
工艺流程开坯钽不能用加工一般金属的普通方法加工。一般最初的工序是锻造加工热处理,
用锤击和冲压两种方式制成平板坯或者圆形中小型坯料。与一般金属不同的是钽不能热加工。钽的再结晶温度超过1000~C,如果加热,即使做了一般的覆盖保护层,也要发生过度的氧化。更严重的是钽如果暴露在如此高的温度下,在钽的表面不但发生过度的氧化,氧还能侵入到基体内部的原子之间,使钽变脆。不仅是氧,甚至氮、碳及氢都能使钽变脆。由于上述原因,一般不对钽进行热加工。在必需进行热加工时,要做保护覆盖层或在惰性气体气氛中进行。
热处理
由于钽与氧的反应活跃,所以必需避开在即使存在少许空气的气氛中进行
热处理。因此,几乎所有的退火都是在高度真空中进行,而且加热炉的气密性也必需很高。通常,钽的热处理温度一般在950~1300℃,钽与一般使用的钽合金在这一温度范围内不发生相变,热处理仅仅是用来退火,因此加热温度和冷却速度都不重要。为了产生完全的再结晶,热处理时间稍长一点好。
商业性生产的钽都有很高的纯度。通过退火晶粒变得非常大。结晶粒的尺寸大小由冷加工、纯度、温度及工艺步骤所决定。因此,温度控制和工序控制是决定结晶大小的重要手段。
钽与其它的很多金属不同,在热处理前必须非常干净。如不清洗得非常干净, 便会发生由氢、氧、氮及碳造成的表面污染,成为脆化(硬化)组织。因为氢、氧、氮及碳在钽退火的温度范围内是非常活跃的侵入型元素,一旦被这些元素污染,除了重新熔炼外,别办法除掉。
钽板制造
钽板几乎都采取冷加工。一般是从15~30cm的钽锭开始,冷锻造成约8~10m厚的板坯,再从这种板坯开始冷轧,压缩率可在95%以上。商业性生产中,板坯通常是用两滚轧机或4滚轧机轧制成0.63~1.2cm厚的板,幅宽一般为51~102cm。代表性的轧制是在室温或接近室温下进行,以防止表面生成氧化物。在需要热轧制时,由于再结晶的原因,温度升到1000℃,并发生激烈的氧化反应。
几乎所有的厚板都是在真空中热处理退火的。由于没有相变态,所以加热及冷却的速度并不重要。用普通轧机进一步轧制,这时一般使用4滚轧机多滚轧机。由于钽很软,在加工和运输过程中应注意防止划痕。
钽棒制造
为制造棒制品,首先是锻造或挤压成中间的适度尺寸,代表性断面收率为70%-90%,然后对材料进行退火热处理。再进行加工时,通常用锻造、轧制、挤压或拉拔工艺。线材使用普通形的拔丝机进行加工。由于钽材料很软,很容易产生划痕,拉制中表面问题很大,制造者要特别注意表面状况和润滑。
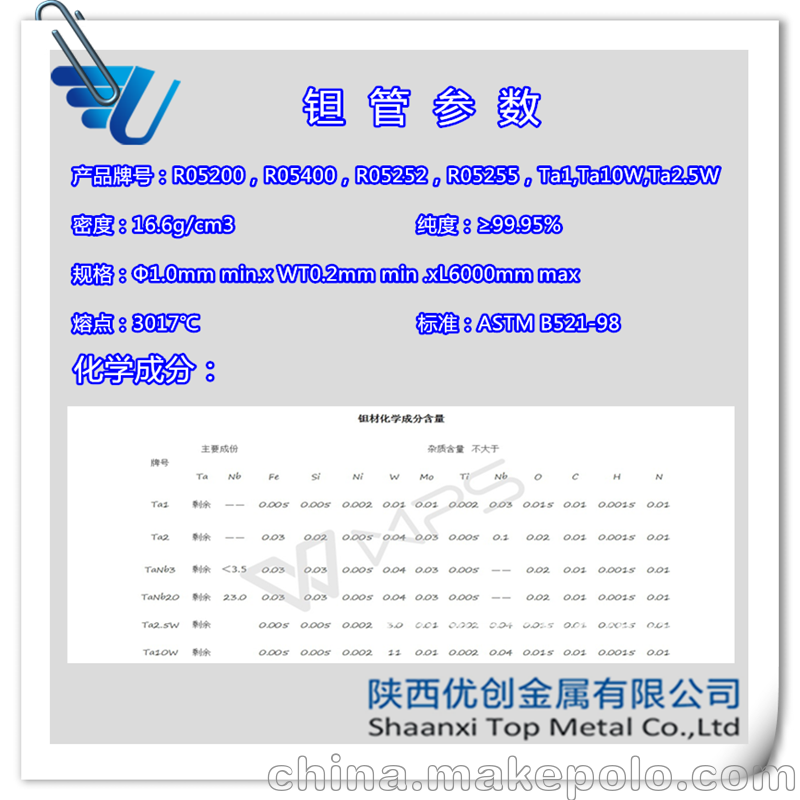
钽管制造
钽可以制造出焊接管和无缝管,有着广泛的用途。制造无缝管是使用挤压、管缩径或者用板材深冲。焊接的制造方法是先形成板带,然后制成管形,再把接缝用气体钨电弧(GTAW)焊接。








邮箱:sxycmetal@163.com 电话:15091716330
微信:15830165015 QQ:369867895

买家需知:
1.关于价格:本店产品标价是为了方便客户拍下,并非实际成品价格,实际价格以客服报价为准,谢谢理解。
2.关于付款:宝鸡市内可快递代收货款,跨省款到发货。公司部分产品为定制产品请和卖家确定好详细规格数量后再拍。如果卖家在线,请买家与卖家确定送货方式与付款方式;如果卖家不在线,请即时电话联系。
3.关于运输:收到货(快递当场验货,发现材料数量与订购单不符合,或材料严重变形,损坏有问题请拒收),发现问题请及时联系我们,客户协商解决!
4.关于物流:如果物流发货5天内还没到达,请直接联系我们的售后服务,并且报上快递公司及单号,我们会帮您咨询详细情况。
5.发货时间:买家在下单后尽快与我们取得联系,在确认货款到账后迅速出货。对货运公司的选择由买家和卖家共同协商,让买家能尽快收到货。
6.公司宗旨:为买家提供优质的产品,性价比的服务,优惠的价格。
7.售后服务:客户如对材料质量有任何异议,可与我司项目经理沟通。我司技术支授部可提供加工及使用建议。如确定是我司质量问题,请贵司尽量保持材料完整不被使用,我司可以退换货。售后响应时间在2天内给予回复及处理。




