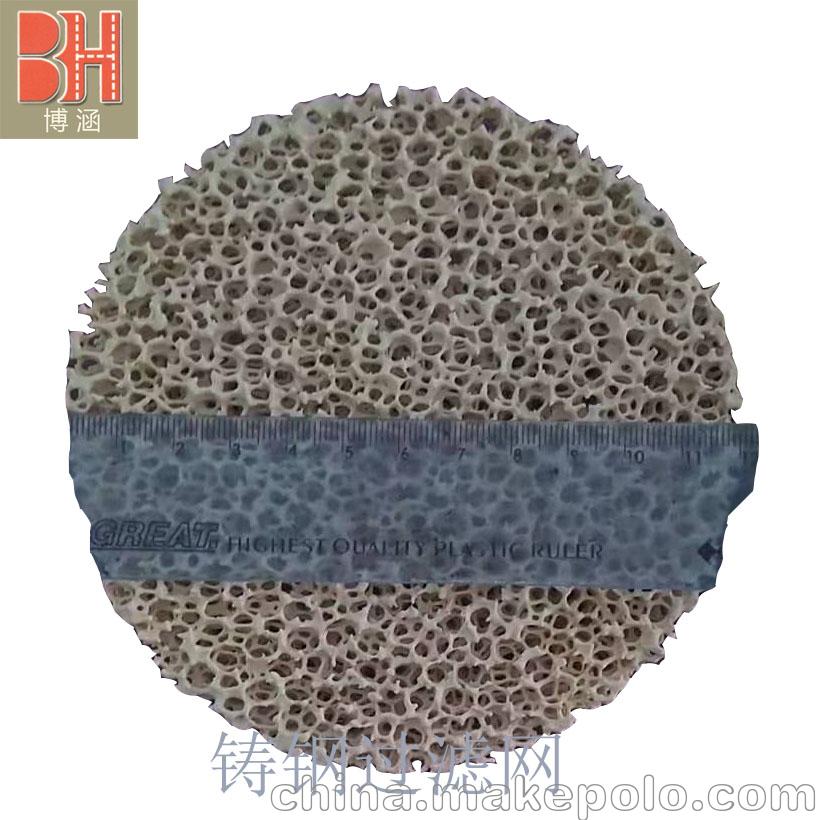
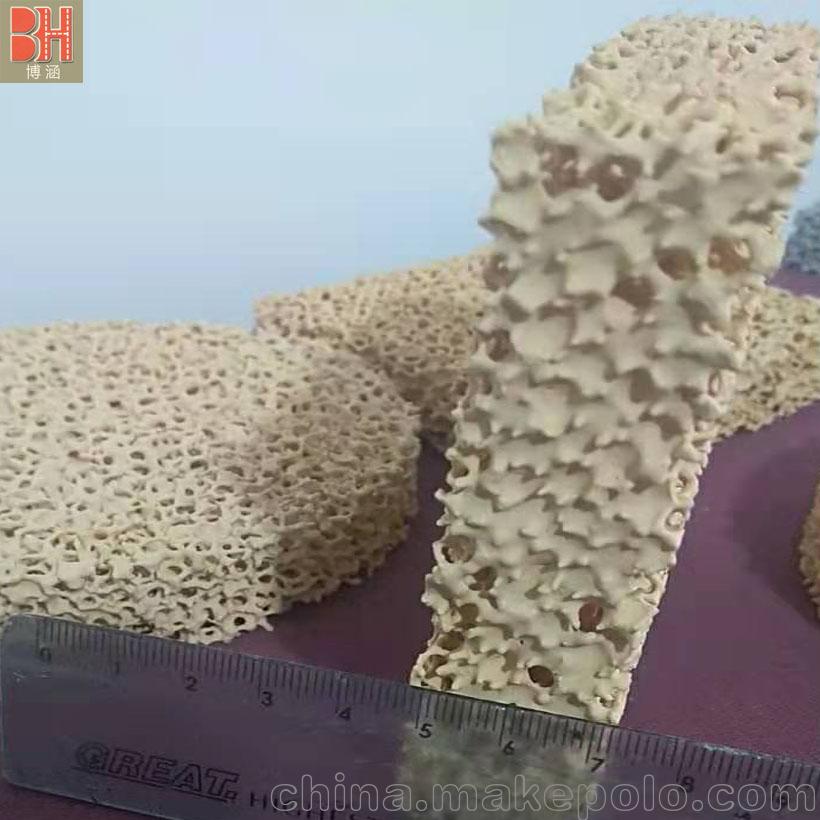
铸造泡沫陶瓷过滤网陶瓷过滤器

宁津县博涵机械有限公司
中国 德州
产品属性
图文详情
品牌推荐
品牌
博涵机械
型号
可定制
类型
固液分离
材质
尼龙
外形
支持定制
效率级别
高效
编织方式
斜纹编织
用途
固液分离
特性
耐高温
加工定制
加工定制
适用对象
各种铸造溶液
孔径
20mm
目数
100
丝径
30mm
开孔率
90%
密度
100
幅宽
50m
网重
0.2kg/m2
径向撕裂强度
2000N/cm
规格尺寸
1000mm
直径
20
时间
150分钟
丝径
30
锥度
30
面积
15564407130