更多
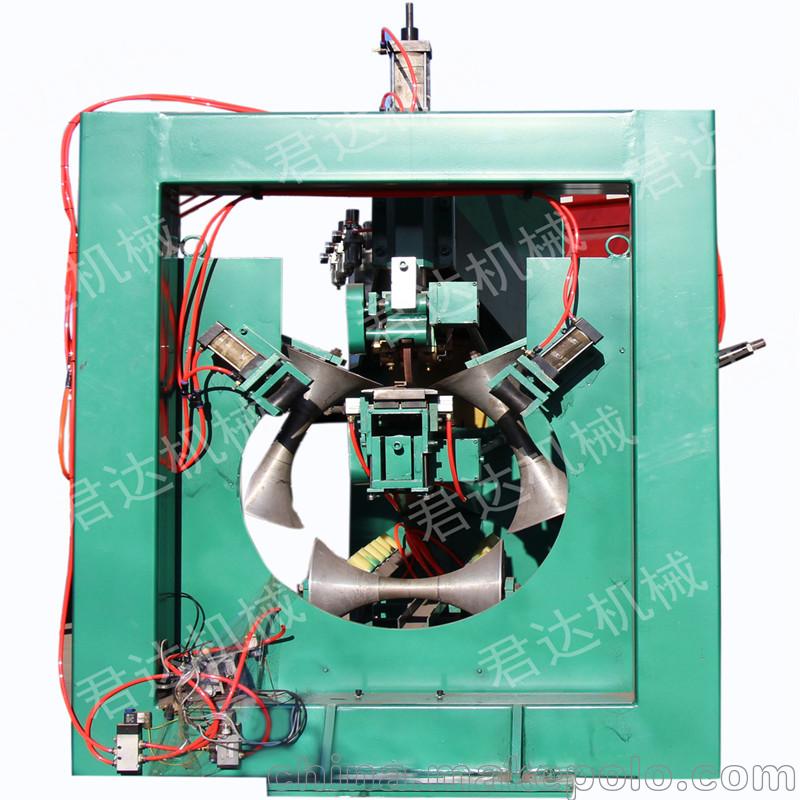
连州油嘴环缝焊接设备 车桥法兰焊接设备齿轮焊接设备
不限
¥
26900
点此议价
宁津县君达包装机械有限责任公司
中国 德州
全部商品
查看联系方式
产品属性
图文详情
品牌推荐
品牌
君达
型号
JD-8544
类型
其他
保护气体
有
电源类型
交直流两用电源
形式
固定式
冷却方式
水气联合冷却
是否数控
数控
驱动形式
电动
加工定制
加工定制
产品别名
车桥切割设备
规格
常规
焊接加工现在广泛应用于很多行业,但是在专业焊接加工不可避免的会发生焊接变形,减小焊接变形的措施:
1加余量法:在工件尺寸上加一定收缩余量,以补充焊后的收缩,通常为:0.1~0.2%。
2刚性夹持法:焊前将工件固定夹紧,可缩小焊后变形。固定夹紧方法可用简单夹具或刚性支撑,甚至可将工件临时点固定在工作台上,刚性夹持法只适用于低碳钢结构。
3反变形方法:预先断定焊接后可能发生的变形大小和方向,即将工件安置在相反方向的位置上,或在焊前使工件反方向变形,以抵消焊接后所发生的变形。
4选择合理的焊接次序:构件的对称两侧都有焊缝时,应设法使两侧焊缝的变形能互相抵消或减弱。
铁岭市尾矿干排设备 石材污水压滤机 带式过滤效果好
¥59600元/台
营口市污泥脱水设备 生活污水压榨干排设备 洗沙污泥干排压滤机
¥59600元/台
沈阳市污泥脱水机 尾矿污水处理设备报价 适用于各种固液分离
¥59600元/台
衡水市固液分离设备 带式压滤机 压滤机污水处理设备
¥59600元/台
黄骅市洗砂污水泥浆处理设备 洗砂泥浆压榨设备 砂场污泥干排机
¥59600元/台
铁岭市多辊式污水污泥带式压榨过滤机 尾矿污泥干排设备
¥59600元/台
通用机械设备
>
焊接、切割、雕刻设备
>
其他焊接设备
>
获取验证码
允许同品行业优质供应商联系我
您对此产品的咨询信息已成功发送给相应的供应商,请注意接听供应商电话。
对不起,您对此产品的咨询信息发送失败,请稍后重新发起咨询。
关闭
登录
|
注册
首页
|
我的马可
触屏版
电脑端
马可波罗版权所有1999-2020