无心磨也叫无心磨削,是磨削加工的一种。有导轮和磨削轮两个砂轮,导轮带动圆柱形工件在垫铁上转动,磨削轮对工件起磨削作用。无心磨属于周磨法。
研磨原理
无心研削法它是由磨削砂轮,调整轮和工件支架(托架)三个机构构成,其中磨削砂轮实际担任磨削的工作,调整轮控制工件的旋转,并使工件发生进刀速度,
至于工件支架乃在磨削时支撑工件,这三种机件可有数种配合的方法,但停止研磨除外,原理上都相同。
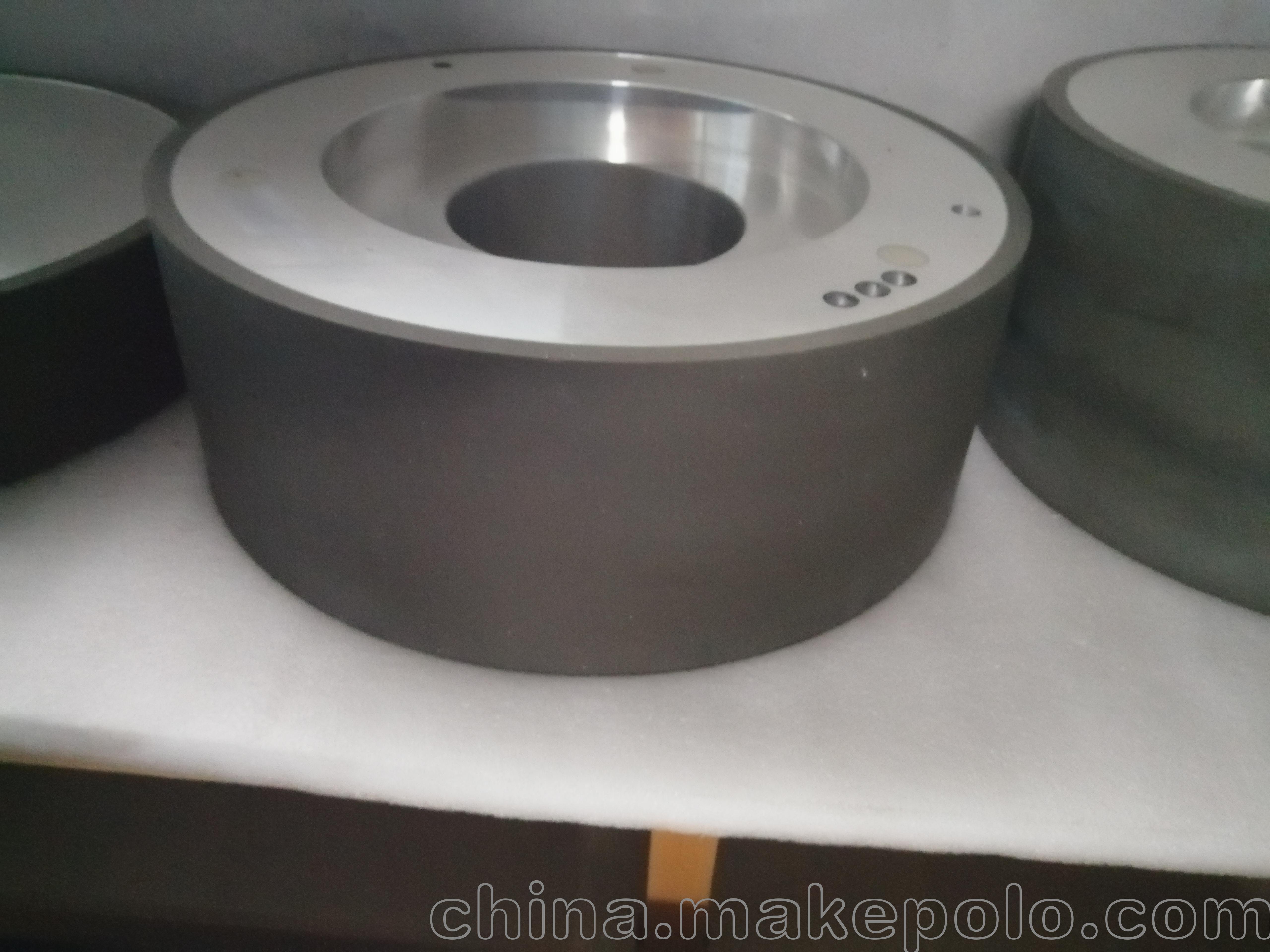
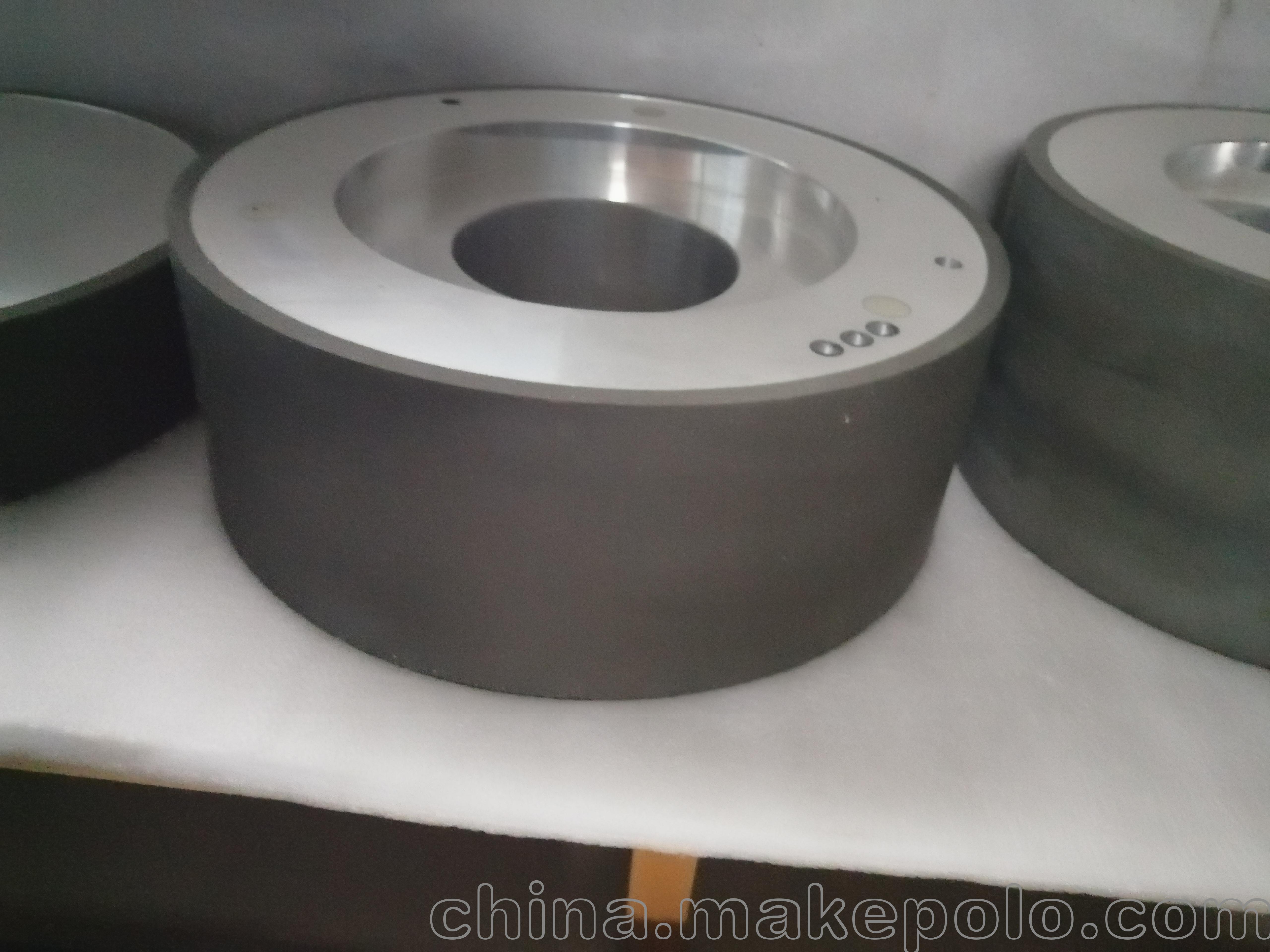
无心磨砂轮是安装在无心磨床上使用的一款砂轮,它与导轮、托板相互作用,组成的一种磨削方式,被加工的工件经托板托住,由导轮向托板方向圆周运动
而带动工件旋转时由无心砂轮磨削,在磨削工件时表面质量较高,精度相对也很高,磨削中,选择砂轮粒度也相当重要,粗粒度的无心磨砂轮往往用于粗磨
加工,只能加工要求不算高的工件,一般在加工时为了加快磨削速度,对加工量较大的工件第一道加工都会采用这种方法,这是由于它加工速度比较快的特
点,但工件的光洁度较低。而细粒度的无心磨砂轮加工的工件质量精度则相反,其加工速度稍慢,但被加工的工件光洁度高,如选择的粒度适当可达到镜面
效果,因此,选择无心磨砂轮是要根据工件的技术工艺要求具体进行选择。其中也包括砂轮的硬度、组织密度,粒度的选择。磨削不同的工件,选择的切削
液也各不相同。普通的铁质,我们只需用普通的切削液,而磨铝类软质零件时需要用煤油来冷切。
研磨方法
1、砂轮架固定式无心外圆磨床,这种形式的无心磨床的砂轮架固定在床身上,导轮和托架之间可作相对调整移动,在通磨或切入磨削时,导轮、托架和工
、件一同作进给和补偿运动。
2、砂轮架移动式无心外圆磨床,这种形式的无心磨床的托架固定在床身上,砂轮架和导轮架相对托架可作调整运动,特殊情况下可做进给运动。这类无心
、磨床的砂轮、导轮主轴多数采用双支承结构形式。
3、倾斜式无心外圆磨床,这种形式的砂轮、导轮中心连线与水平面倾斜α角。托架固定在床身上,砂轮、导轮主轴为双支承结构。导轮架相对托架可做调整
运动,砂轮架作进给补偿运动
供应M1040无心磨床配套砂轮350*125*127
无心外圆磨床型号M1010磨床专用砂轮规格:棕刚玉砂轮125*50*50A砂轮、白刚玉砂轮125*50*50WA砂轮、绿碳化硅砂轮125*50*50GC砂轮、铬刚玉砂轮125*50*50PA砂轮。
无心外圆磨床型号M1010磨床专用砂轮规格:棕刚玉砂轮125*50*50A砂轮
棕刚玉砂轮是用结合剂将棕刚玉材料粘结然后经过高温烧制而成的砂轮。使用很广泛,其主要特点是:
1.材料本身有一定的硬度,如果做成平面磨砂轮的话,适合用于加工磨削要求不高的抗张强度较高的金属,比如普通的碳素钢、硬度较低的合金钢等。
2.它的韧性较大,磨削过程砂轮的磨粒不易破碎,这样,在用大直径、宽厚度的砂轮加工工件时,保持形状较好,加工精度较高,因些比较适合用于制成无心磨砂轮。
3.这款砂轮的颜色其实是灰蓝色,粒度较粗时,与黑碳化硅砂轮的颜色有点接近,有人也叫它黑砂轮。但这两种材料的砂轮是有本质区别的,使用前需要稍加区分,一般棕刚玉砂轮看上去是没有碳化硅的闪亮点。
我们将不断发展创新、采用新工艺,充分发挥专业优势,及时掌握和了解用户的信息和要求,及时跟踪产品使用情况, 为用户提供最快、便捷的优质服务。
树脂无心磨砂轮属于树脂结合剂金刚石砂轮,主要用于氧化铝、氧化锆陶瓷、硬质合金等材料的抛光等,适用于国内外各种大磨床、具体规格克定制。
主要用于镜片抛光、此产品质量稳定、锋利,易于修整、不易堵塞,抛光效果良好。
1,磨削效率高、同时砂轮消耗相对较慢;
2,自锐性好,磨削时发热量小,不宜堵塞,减少了磨削时出现烧伤工件的现象;
3,砂轮具有一定的弹性,有利于改善工件表面的粗糙度,主要用于精磨、半精磨、刀磨、抛光等工序;
4,砂轮是低温固化、生产周期短,设备和供应流程比较简单;因树脂具有流动性,容易成型复杂型面的砂轮。