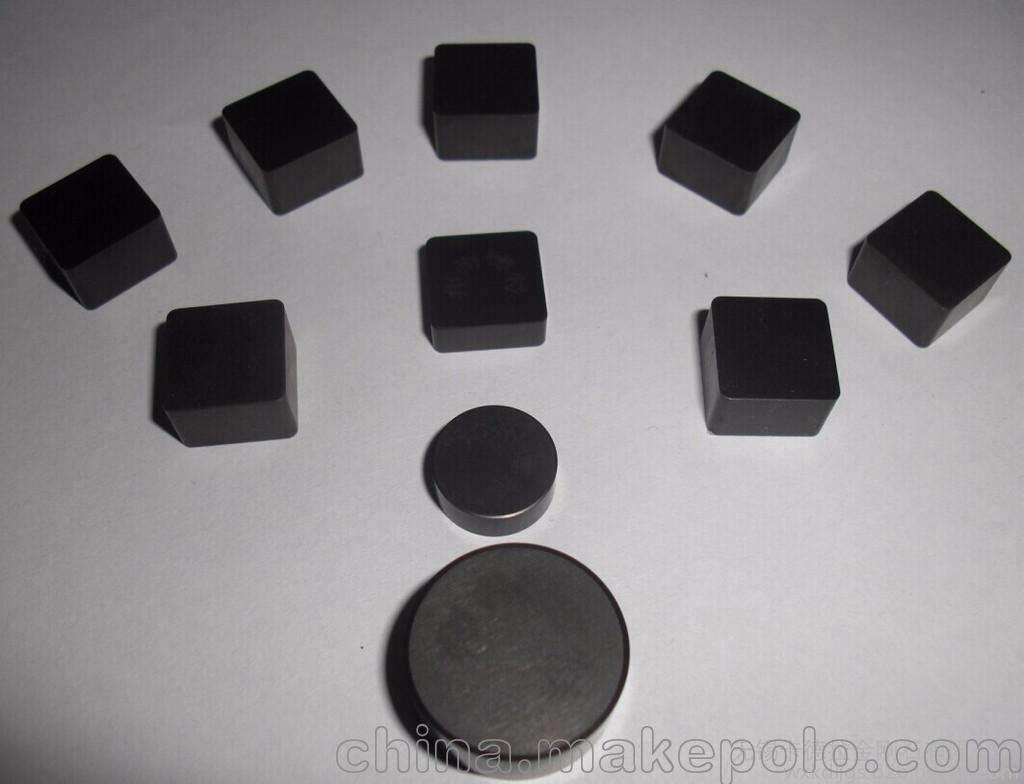
华晨超硬加工灰铸铁的cbn

郑州华晨机电设备有限公司
中国 郑州
产品属性
图文详情
品牌推荐
品牌
其他
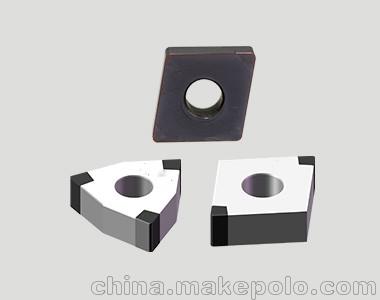
型号
SNMN120708
类型
外圆车刀
材质
聚晶立方氮化硼
涂层
无涂层
车刀角度
45
结构
机夹车刀
进口
国产
是否标准件
标准件
加工定制
加工定制
表面处理
磨削
刀模厚度
7.94mm
适用范围
灰铸铁,高锰钢,白口铸铁,高铬铸铁,硬钢
规格尺寸
12.7mm
重量
0.02kg
优势
可大余量车销,抗震性好,效率高
现货
是
运输
快递
发货时间
3天内