随着我国工业飞速发展,对机械零件的性能要求越来越高。为了提高机械零件的耐磨性,延长其使用寿命,很多结构钢零件常常采用淬火处理。但淬火后的零件强度和硬度较高,塑性较差,这就给切削加工带来了难题。
性能的优劣对切削加工的效率和加工精度至关重要。提高性能一直是机械制造领域不断探索和研究的课题之一。本文主要介绍了淬硬钢的加工特点及如何选择正确的材料加工淬硬钢。
一、淬硬钢的定义及加工特点
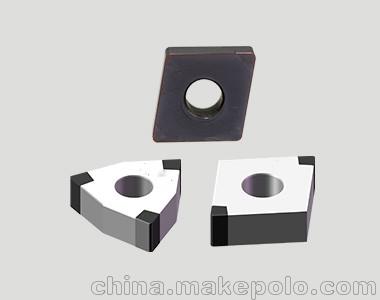
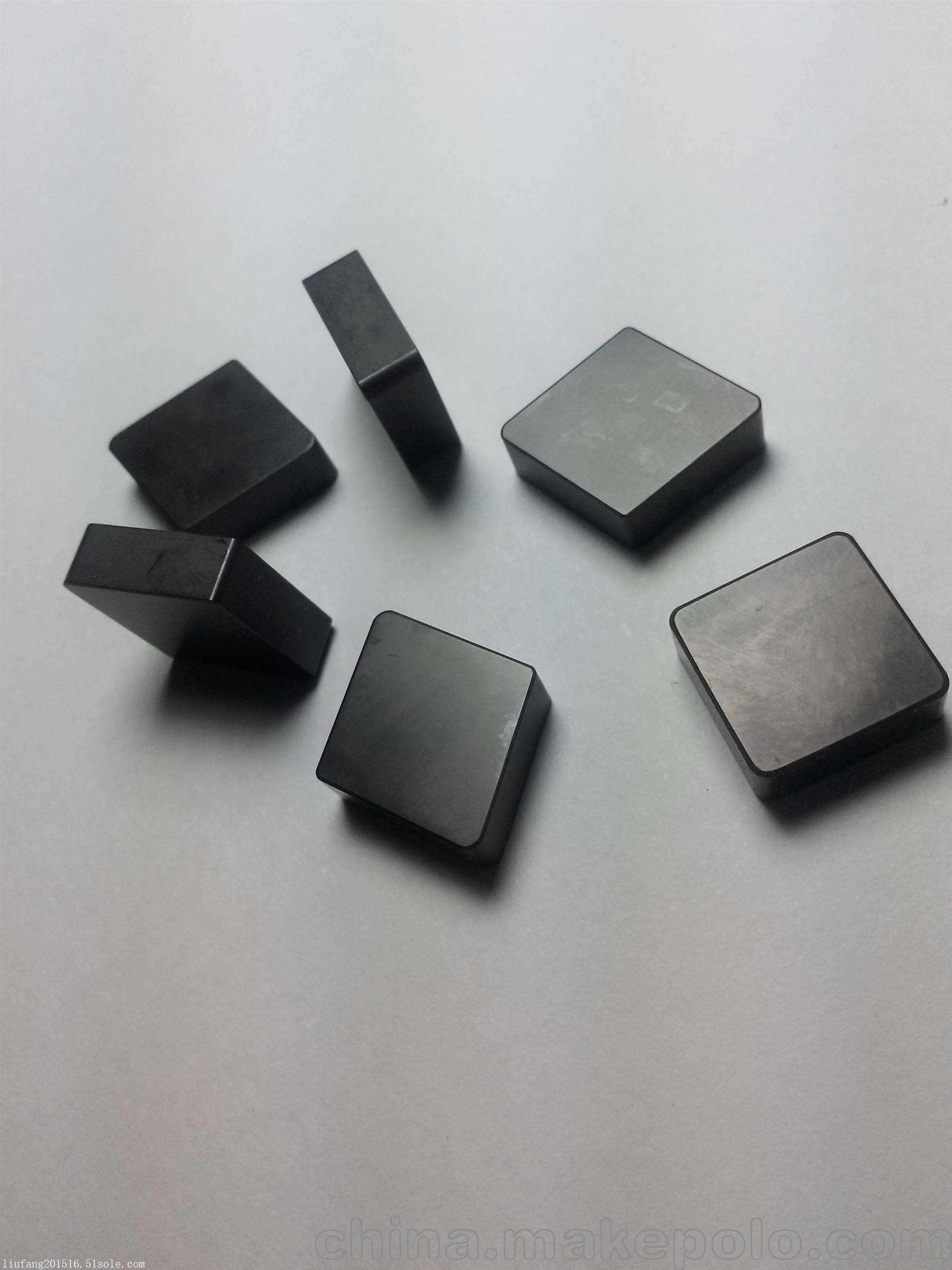
淬硬钢是指钢件经过热处理后获得马氏体组织,其硬度(大于HRC50) 高,强度也高,几乎没有塑性的一类钢件。 淬硬钢的切削加工特点:(1)硬度高、强度高,塑性接近0;(2)切削力大、切削温度高;(3)不易产生积屑瘤;(4)导热系数低。 由于淬硬钢具有良好的使用性能,广泛应用于交通行业,风电行业,机床行业,模具行业等领域,典型零部件有齿轮,齿轮轴,轴承,滚珠丝杠,同步器,模具等。二、淬硬钢的热处理工艺 经过热处理之后,工件的硬度一般在HRC45以上,有的甚至达到HRC60以上,不同的工件,工作性质不同,故热处理后的硬度也不同,如汽车变速箱齿轮热处理后的硬度一般在HRC58-63之间,回转支承轴承热处理后的硬度在HRC47-55之间,滚珠丝杠热处理后的硬度一般在HRC60-62之间。三、超硬加工淬硬钢的牌号及切削参数(1)超硬加工齿轮钢的牌号及切削参数 在加工齿轮钢时常出现两种工况:连续切削和断续切削,针对两种工况研制出不同牌号,加工方案如下: 连续切削:选择耐磨性好牌号牌号(如下图),属于焊接式立方氮化硼,吃刀深度控制在0.3mm以内。切削参数:ap≤1mm,Fr=0.05-0.35mm/r,Vc=60-250m/min。 断续切削:选择抗震性好牌号(刀片图样),属于焊接式立方氮化硼,耐磨损性和耐崩损性强,吃刀深度控制在0.3mm以内。切削参数:ap≤1mm,Fr=0.05-0.35mm/r,Vc=60-250m/min。 还有一种断续切削属于大余量车削,由于大型工件热处理后的变形量大,加工余量≥2mm,并且属于强断续切削,此类情况选择整体式立方氮化硼,吃刀深度无上限,可吃满整个刀片。