1000立方2000T立式储罐
1000T大型沥青保温罐
500m³消防水罐,大型储水罐
大型粮食储罐,啤酒罐
100—5000立方食用油储罐
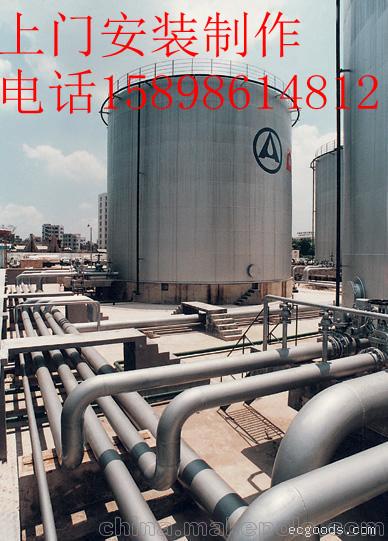
产品简介
立式储油罐(包括浮顶罐)是由若干层圈板焊接而成,竖直安装的圆筒形金属罐.由罐底、罐壁、灌顶或浮顶(盘)、计量口、进出管线及其他附件所组成.立式储油罐是石油、液体石油产品以及其他液体货物的贸易结算、收发交接的重要计量器具.
2、基本参数和尺寸
a.设计压力 正压:1960Pa 负压:490 Pa
b.设计温度 -19℃≤t≤90℃
c.基本风压 686 Pa 雪载荷 441 Pa
d.抗震设防烈度 8度(近震)
e.场在地类型 II类
f.储液密度 ≤1000kg/m3
g.腐蚀裕量 1mm.(当介质腐蚀性较强,腐蚀速率超过0.1mm/a时,应根据介质对碳腐蚀速率,确定适当的腐蚀的裕量,并相应增加油罐壁板及油罐底板的厚度或采取其它防 腐措施.)
h.公称容积:40~10000 m3
3、焊接要求
立式储油罐施焊前,应按《钢制压力容器焊接工艺评定》JB4708-2000及《立式圆筒形钢制焊接储罐施工及验收规范》GBJ128-1990施工规范规定进行焊接工艺评定.并结合图纸设计要求首先根据钢号、板厚、焊接方法、焊材等施工因素,按国家现行《焊接性实验》标准材料的焊接性实验,以确定合适的焊接工艺参数.
焊接工艺评定数目应根据母材种类、焊材、焊接方法和焊接性实验报告中所得的预热和焊后热处理温度等因素确定.焊接工艺评定应采用对接试件和T形丁字缝试件.试件的制备覆盖主体施工的所有板厚的焊接.
4、罐体油漆和防腐
工程中对立式储油罐的外表面防腐设计应符合国家现行标准《钢质管道及储罐腐蚀控制工程设计规范》的有关规定,并应采用不低于加强级的防腐绝缘保护层;内壁防腐措施应根据罐内贮存介质确定.一般防腐可采用刷二遍底漆,二遍面漆.对罐体外壁无保温时要求涂两遍底漆,两遍底漆.当油罐有外壁保温时,不涂刷面漆.
5、消防设施
本图集中油罐采用泡沫消防,根据油罐容积大小不同,设置不同数量、不同规格的泡沫发生器.本图集中仅提供泡沫发生器与罐壁连接的开孔数量、规格尺寸及方位.泡沫发生器油选用者确定.并应根据储存介质的特性,校核空气泡沫发生器的规格和数量.
6、质量检验
a.罐体材料检测
油罐底圈和第一圈罐壁的钢板,当厚度大于或等于23mm时,应按国家现行标准《压力容器用钢板超声波探伤》(ZBJ74003—88)进行检查,检查结果应达到Ⅲ级标准为合格.对屈服点小于或等于390MPa的钢板,应取钢板张数的20%进行抽查,当发现有不合格的钢板时,应逐张检查;对屈服点大于390MPa的钢板,应逐张检查.
(1)当构件的曲率半径小于或等于12.5m时,弧形样板的弦长不得小于1.5m;曲率半
径大于12.5m时,弧形样板的弦长不得小于2m.
(2)直线样板的长度不得小于1m.
(3)测量焊缝角变形的弧形样板,其弦长不得小于1m.
b.基础的沉降观测
在罐壁下部每隔10m左右,设一个观测点,点数宜为4的整倍数,且不得少于4点.基础直径方向上的沉降差不超过直径的3‰.沿罐壁圆周方向的任意10米弧长内的沉降差不应大于25mm.支撑罐壁的基础部分与其内侧的基础之间不应发生沉降突变.基础中心点与边缘的沉降差不应大于280mm.
c.焊缝无损探伤的方法和合格标准
(1)射线探伤应按现行国家标准《钢熔化焊对接接头射线照相和质量分级》(GB3323—87)的规定进行,并应以Ⅲ级标准为合格.但对屈服点大于390MPa的钢或厚度大于或等于25mm的普通碳素钢或厚度大于或等于16mm的低合金钢的焊缝,合格标准为Ⅱ级.
(2)超声波探伤应按国家现行的《锅炉和钢制压力容器对接焊缝超声波探伤》(JB1152—81)的规定进行,并应以Ⅱ级标准为合格.
(3)磁粉探伤应按有关的常压钢制焊接油罐磁粉探伤技术标准的规定执行.
(4)渗透探伤标准应按有关的常压钢制焊接油罐渗透探伤技术标准的规定执行.
d.中央排水管的严密性试验
(1)以390MPa压力进行水压试验,持压30min应无渗漏;
(2)在浮顶的升降过程中,中央排水管的出口,应保持开启状态,不得有水从管内流出.
e.充水试验
(1)充水试验前,所有附件及其它与罐体焊接的构件,应全部完工.
(2)充水试验前,所有与严密性试验有关的焊缝,均不得涂刷油漆.
(3)充水试验应采用淡水,罐壁采用普通碳素钢或16MnR钢板时,水温不应低于5 ℃;
罐壁使用其它低合金钢时,水温不应低于15 ℃.
(4)充水试验中应加强基础沉降观测.在充水试验中,如基础发生不允许的沉降,应停
止充水,待处理后,方可继续进行试验.
(5)充水和放水过程中,应打开透光孔,且不得使基础浸水.
手机:13655475085 联系人:许先生
邮箱:1028233291@qq.com qq;1028233291
微信 15898614812