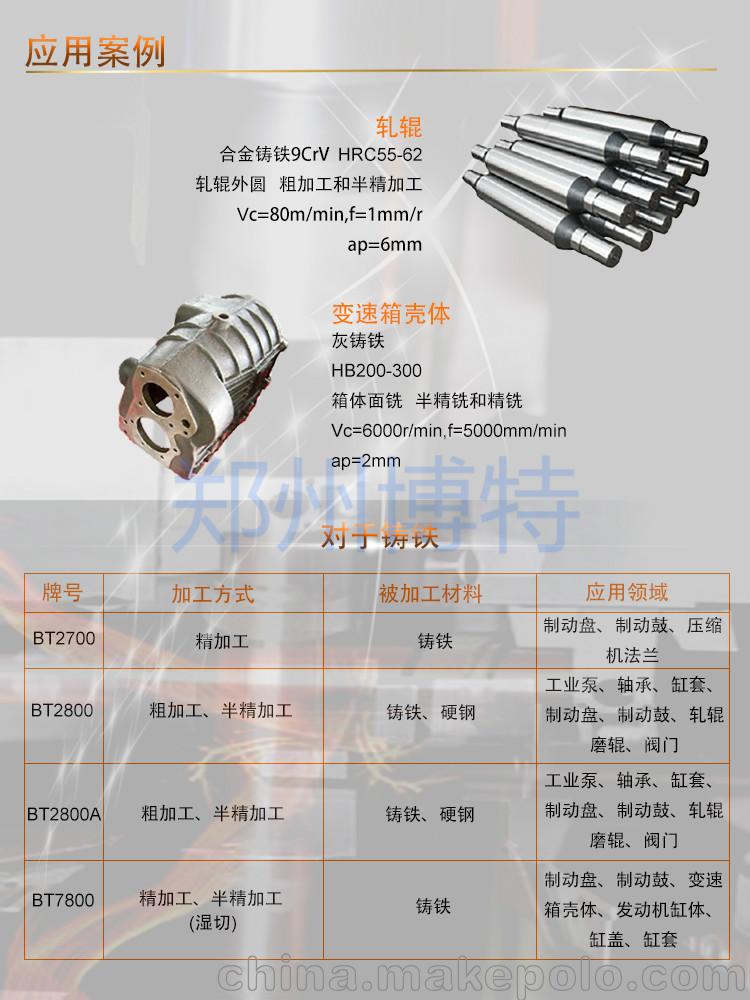
铸铁轧辊本身硬度(HRC62-64)较高,且加工精度要求高、结构较为复杂,使得轧辊的切削加工与普通工件相比困难的多。
硬质合金刀片很难达到要求,陶瓷刀具的加工性能虽高于硬质合金刀具,但缺点是脆性大,并且部分大型轧辊是铸造件,难免会出现铸造缺陷(如硬质点,夹砂,气孔等),遇到以上问题易崩刀,加工效果也不是很好。
根据轧辊加工的技术上与操作上的难点,经过较长时间的探索,从理论分析到实际操作,我们总结了一些轧辊切削技术参数,以在提高轧辊切削效率、保证轧辊加工质量、降低加工成本上,具有较好的可行性。注:不同材质的轧辊、所选用的刀片规格及切削参数不同,依实际情况而定。

郑州博特刀具不仅是加工高硬度材料的理想刀具,而且适用于高速精密和自动化加工,尤其以车代磨、以铣代磨,更具有高效、低耗。适应性强、缩短制造周期等优点,目前已在要求精度高、批量大的汽车零部件、压缩机、轴承、轧辊加工中得到广泛应用。