空调制冷用磷铜焊条,磷铜焊环,磷铜焊圈,扁条

安徽中焊新材料科技有限公司
中国 合肥
产品属性
图文详情
品牌推荐
品牌/厂家
中焊
牌号
BCu93P
材质
特殊铜合金
产地
中国合肥
铜含量
93%
杂质含量
0.1%
粒度
无
软化温度
779℃
导电率
无%IACS
洛氏硬度
无
磷铜焊环
1.6*6.9
磷铜焊圈
1.8*9.4
磷铜焊片
0.2*40
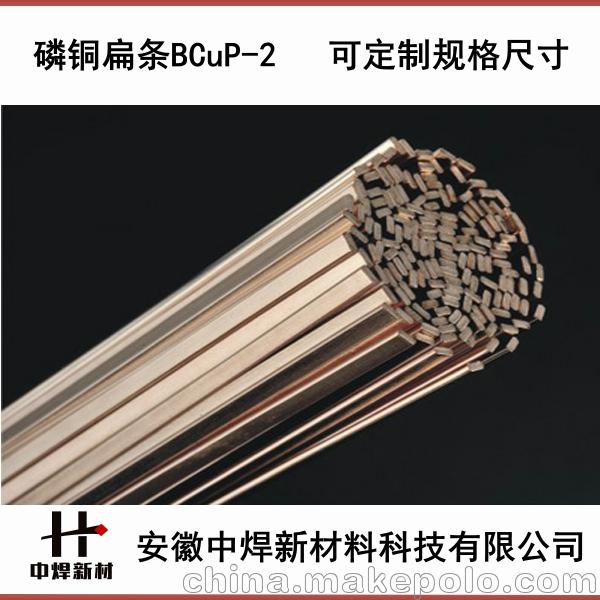
磷铜扁条
1.3*3.2*500
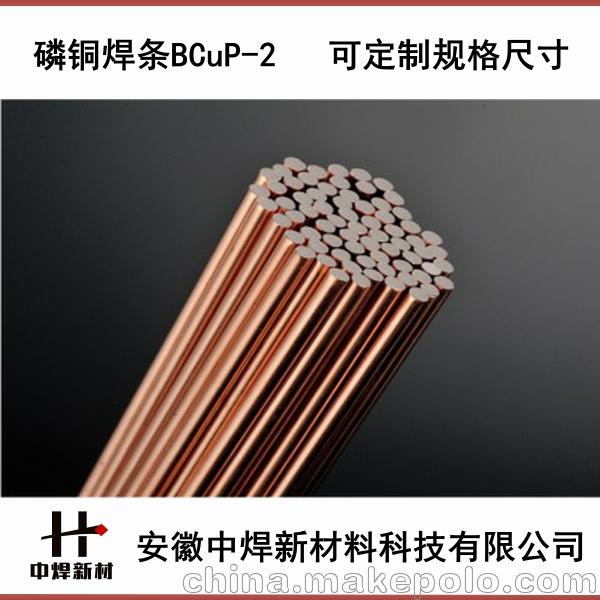
磷铜焊条
3.0*500