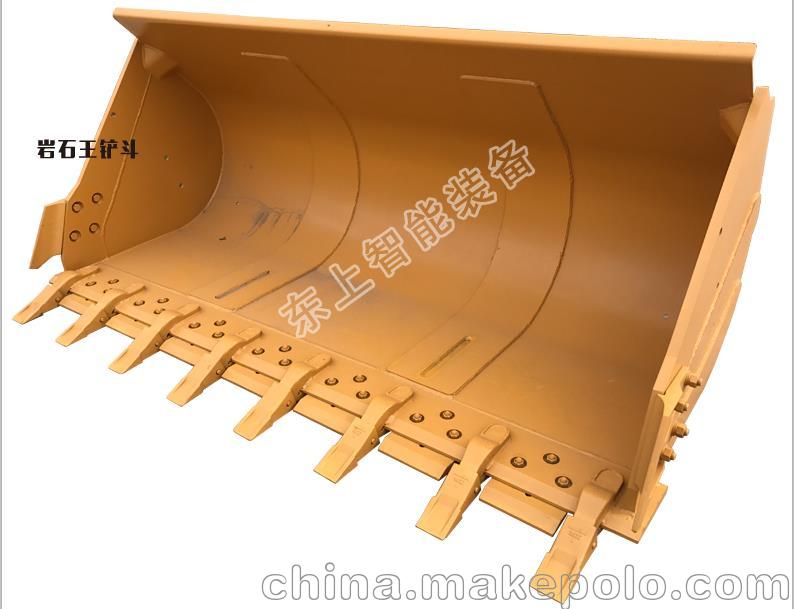
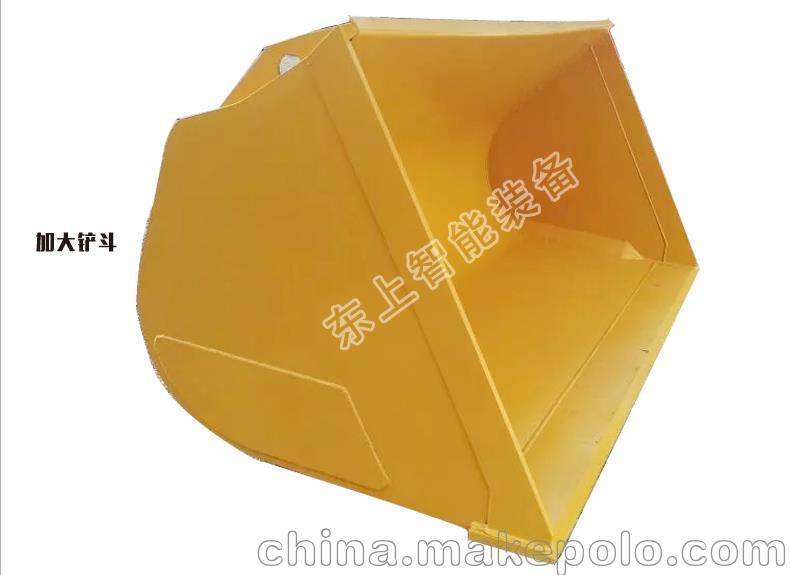
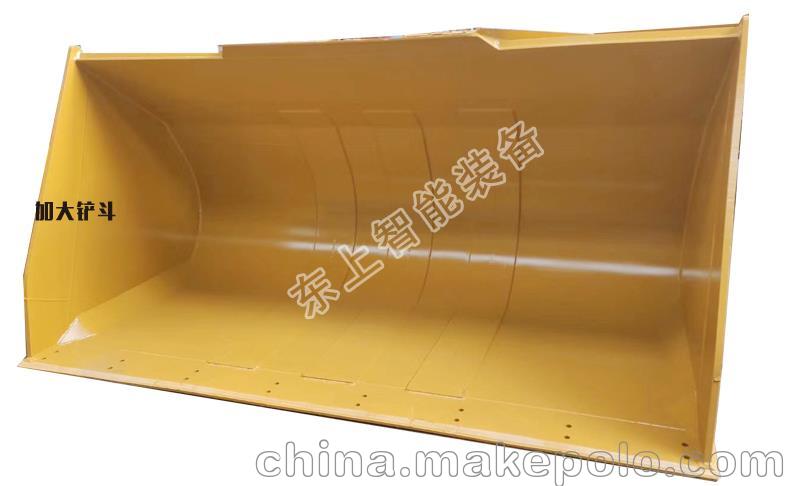
由于装载机车型不同,标注价格均为定金电议价,实际价格请联系卖家提供车型后报价为准。定做装载机铲斗龙工临工徐工山工厦工柳工30 50装载机标准铲斗1.7立方铲斗、2立方铲斗、2.5立方铲斗、2.7立方铲斗、3立方铲斗、3.6立方铲斗、4.0立方铲斗、4.5立方等装载机铲斗按客户需求加工 龙工装载机833N LG855 LG850铲斗斗齿单臂装载机铲斗 临工L956F 斗齿销和垫 临工装载机斗齿销 临工955F铲斗总成 临工装载机L933 L953铲斗刀板 拉杆及全车配件 柳工装载机铲斗 柳工50CN 855 835 856装载机铲斗 岩石斗 工程机械铲车铲斗侧卸斗 岩石斗 加大铲斗 料斗 粮食斗 煤斗 销售装载机配件刀角刀片刀板 装载机铰接销 铲斗 装载机大臂总成 龙工855铲车动臂H型动臂50c铲车摇臂车架等结构件,装载机铲车斗齿齿根齿套 刀板 付刀板等易损件批发零售。






本文来源:网络。不代表本平台观点,行业资讯参考。感恩原创作者,版权归原作者,如若反馈,烦请平台告知删除。
2、焊接热裂纹
防止热裂纹产生的办法是,降低基本金属或焊接材料中S和P的含量;也可从焊接工艺上采取措施尽量降低焊接应力,如采用短段焊、间歇焊、分散焊和焊后锤击等。在斗体上堆焊高锰钢时,可以先焊一层Cr-ni、Cr-ni-Mn或Cr-Mn奥氏体钢作隔离焊道,可防止裂纹。
三、挖掘机斗体与斗齿焊接工艺
1、焊前准备
首先从斗体上切除已磨损的斗齿,然后用角磨机把安装斗齿处打磨干净,不得存有泥垢、铁锈,并仔细检查有无裂纹等缺陷;在斗齿待焊处用碳弧气刨开出坡口,并用角磨机清理干净。
2、施焊
①首先在斗体上(与斗齿的接合处)用GBE309-15焊条进行堆焊,焊前焊条需经350℃、15h烘干,焊接电流应偏大、焊速略慢,以保证熔合区镍含量5%~6%,防止产生对裂纹敏感的马氏体。岩石王铲车铲斗定做,岩石王铲车铲斗价位,岩石王铲车铲斗生产,岩石王铲车铲斗销售
②进行定位焊。斗齿装配到位后,用直径为32MM的D266焊条进行两侧对称的定位焊,焊缝长度不超过30MM。焊后立即水冷并锤击。
③打底焊。用直径为32MM的D266焊条进行打底焊。用小电流、直流反极性、断续焊、短段焊。每次停焊时应及时水冷,间层温度控制在50℃以下。
④进行填充焊。底焊焊完后,改用直径为4MM的D266焊条进行断续焊,焊接电流为160A,一根焊条分3~4次焊完,每次停焊时仍须及时用水冷却焊道至50℃以下,并进行锤击,以应力与防止碳化物析出;每焊完两层则进行左右焊缝轮换焊接以保证焊接的对称性,直至焊脚达16MM为止。每焊完一道用放大镜检查裂纹情况,如有裂纹则用碳弧气刨后再焊接。
挖掘机斗体与斗齿焊接修复后经一年多的使用,焊缝仍然良好。此方法修复斗齿效率高、成本低、效果好,有一定的实用价值。















