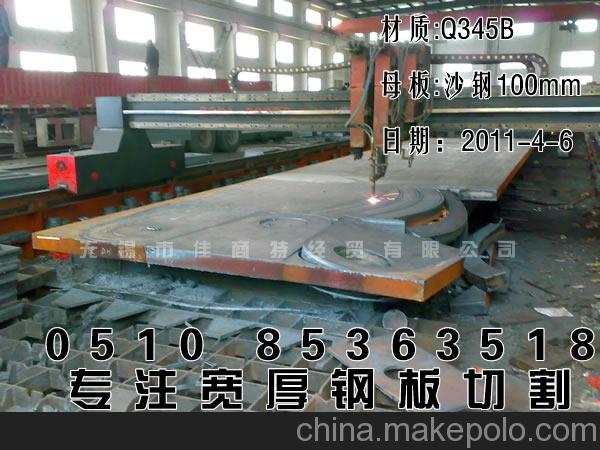
产品概述::钢板切割是指把各牌号的中厚钢板用数控火焰切割机或者激光等离子切割机按照设备生产图纸,地 切割成设备所需的工件几何图形,随着现在装备制造业的高速发展,钢板切割设备也得到了高速发展,现代钢板切割设备通常使用数控设备进行切割,切割成品切口整齐,精度可达到0.1MM,精密度高,可以取代Z轴方向没有形状要求的浇铸件,并且内在质量远远好于浇铸件。
钢板切割方面:钢板材质保证绝不以次充好,我司先对钢板进行校平(800吨油压校平机),其次再把钢板吊上数控切割机的割床,校水平然后焊死,最后开始切割。切割45#钢当室温低于10℃时,切割前加热切割后保温防止切割开裂;切割内孔时,先行机械钻孔,再在钻孔起火切割,保证内孔光滑。一切为了保证质量。
产品特点切割工艺:进一步掌握数控火焰切割机的操作规程
(1)根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度。
(2)切割应从边缘开始。尽可能从边缘开始切割,而不要穿孔切割。采用边缘作为起始点会延长消耗件的寿命,正确的方法是将喷嘴直接对准工件边缘后再启动火焰切割机
(3)在钢板上切割不同尺寸的工件时,应先切割小件,后割大件。
我们的优势:
专业钢板切割,请给我们钢板切割的图纸,我们会把切割好的钢板件送到你的车间.10~30mm钢板切割用2号割嘴.40~80mm钢板切割用5号割嘴,90mm-200mm钢板切割用6号割嘴.200~300mm钢板切割7号割嘴.钢板切割外形尺寸误差5~15mm.厚度大余40mm钢板切割的垂直度为5-10mm误差,以上为多年从事钢板火焰数控切割的总结经验,请更具实际情况放好余量,以免钢板切割后工件加工尺寸不够
专业钢板切割,请给我们钢板切割的图纸,我们会把切割好的钢板件送到你的车间.
二、如何减少使用数控火焰切割机切割时误差
| 容器板 | Q345R正火 | 100*2200*11000 | 新余 |
| 容器板 | Q345R正火 | 100*2200*11000 | 新余 |
| 容器板 | Q345R正火 | 100*2500*11000 | 新余 |
| 容器板 | Q345R正火 | 100*2500*11000 | 新余 |
| 容器板 | Q345R正火 | 100*2500*11000 | 新余 |
| 容器板 | Q345R正火 | 100*2500*11000 | 新余 |
| 容器板 | Q345R正火 | 100*2500*11000 | 新余 |
| 容器板 | Q345R正火 | 100*2500*11000 | 新余 |
| 容器板 | Q345R正火 | 110*2500*10000 | 新余 |
| 容器板 | Q345R正火 | 110*2500*10000 | 新余 |
| 容器板 | Q345R正火 | 110*2500*10000 | 新余 |
| 容器板 | Q345R正火 | 12*2200*11500 | 南钢 |
| 容器板 | Q345R正火 | 12*2200*11500 | 南钢 |
| 容器板 | Q345R正火 | 12*2200*11500 | 南钢 |
| 容器板 | Q345R正火 | 120*2500*10000 | 新余 |
| 容器板 | Q345R正火 | 120*2500*10000 | 新余 |
| 容器板 | Q345R正火 | 130*2200*9000 | 新余 |
| 容器板 | Q345R正火 | 130*2200*9000 | 新余 |
| 容器板 | Q345R正火 | 130*2200*9000 | 新余 |
| 容器板 | Q345R正火 | 130*2200*9000 | 新余 |