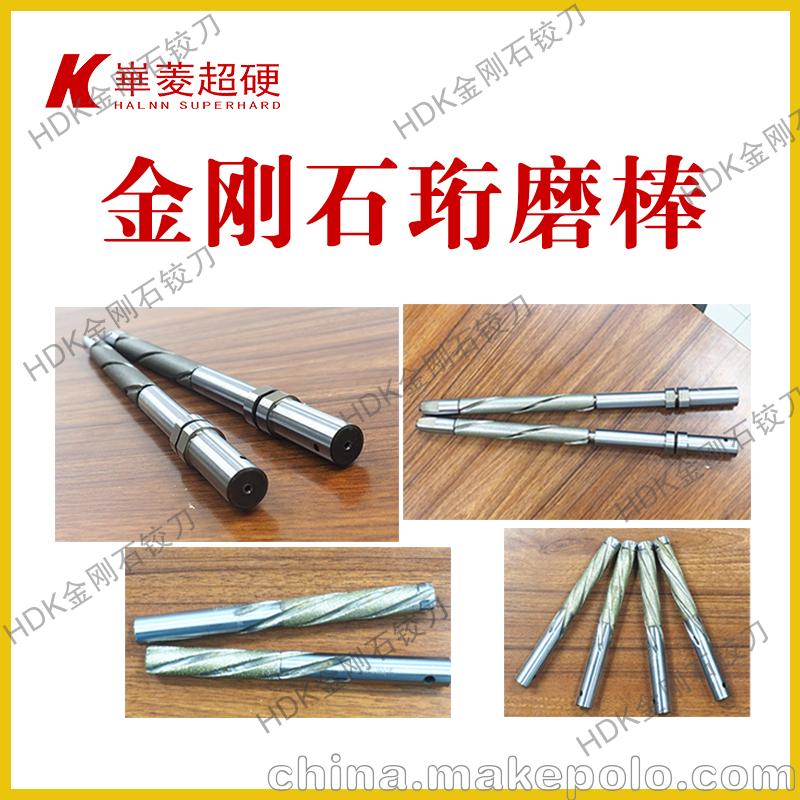
金刚石珩磨刀具,金刚石珩铰刀,内孔精加工专用珩磨刀

郑州华菱超硬材料有限公司
中国 郑州
产品属性
图文详情
品牌推荐
品牌
华菱
型号
定制
类型
可调式 固定式
手用机用
机用铰刀
铰孔形状
圆锥形
材质
金刚石
涂层
无涂层
齿槽
螺旋槽
精度
H9
粒度
80/100/120/150/200/400/600目
产品特性
精度高、圆柱度高、寿命长
产地
郑州
适用范围
内孔珩磨加工
可售卖地
全国