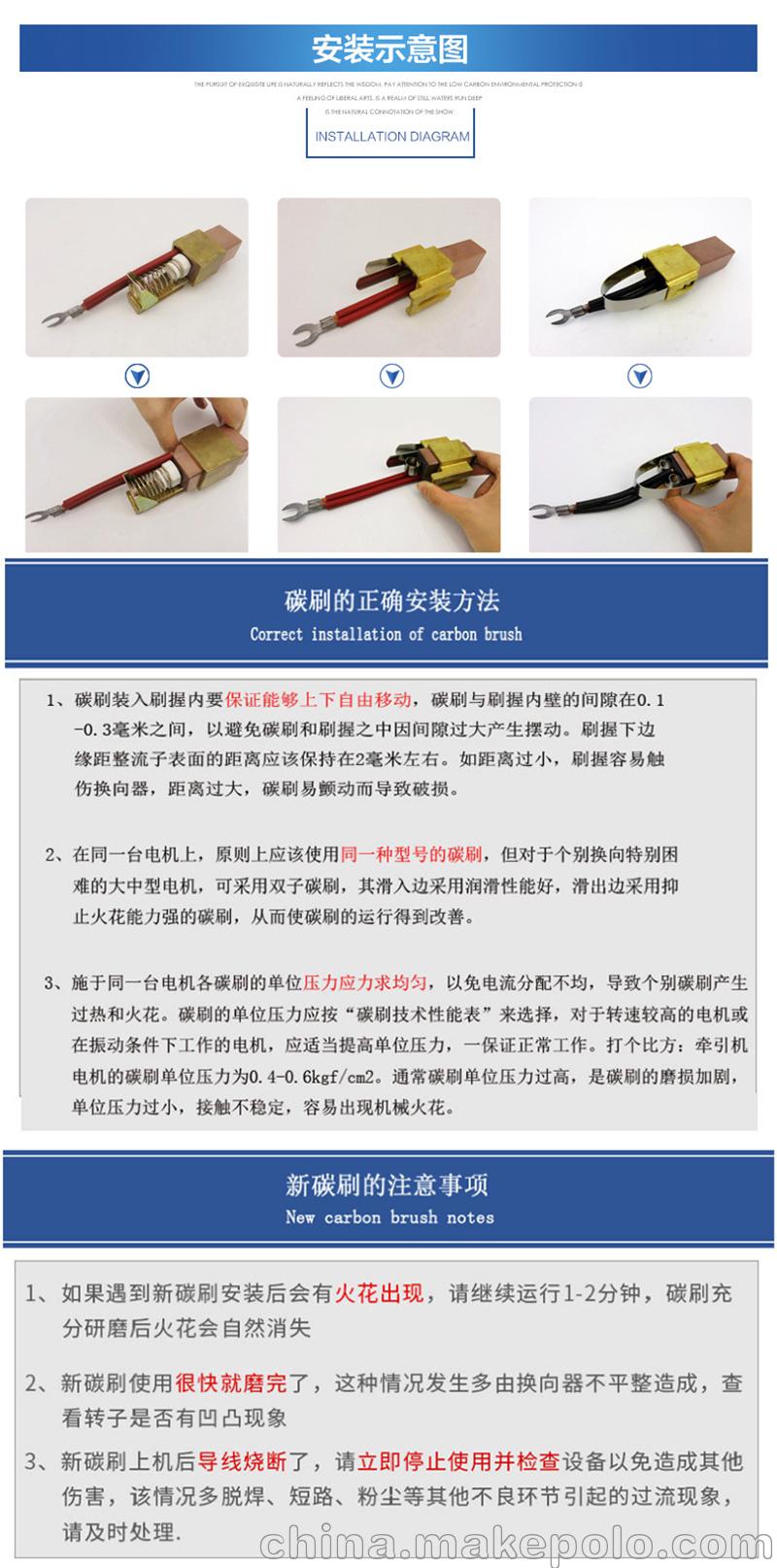
D374B铁路牵引机车碳刷 石墨电动电刷河北电机配件

东光县伟仁五金机电配件厂
中国 沧州
产品属性
图文详情
品牌推荐
品牌
伟仁
型号
D374B
配件名称
碳刷
加工定制
非加工定制
材质
电化石墨
额定电压
380V
产品认证
ISO9001
外形尺寸
12.5*50*55mm
刷盒尺寸
25*50
适用电机
牵引电机
碳刷尺寸
2*12.5*50*55