一般焊管:一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际的不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。
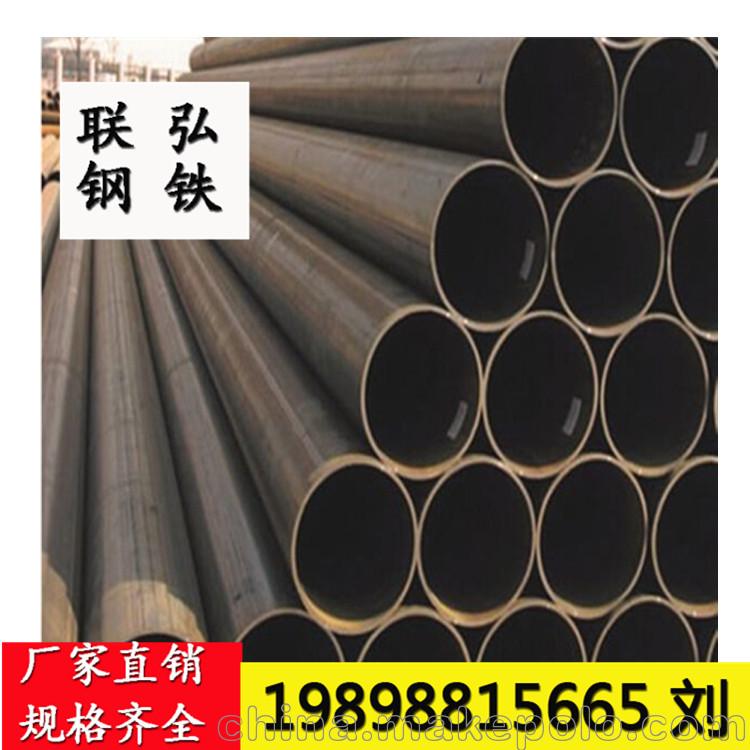
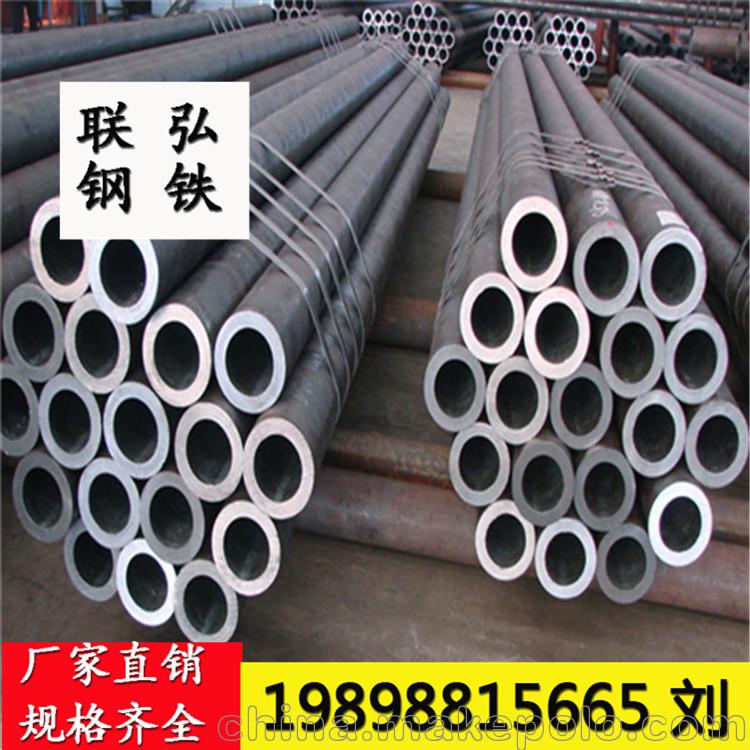
焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提升,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。
较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。
焊管焊接方式
1、钢管焊接最牢固的程度是焊缝强度大于或等于母材强度。
2、要做到钢管焊接最牢固,焊缝必须没有任何缺陷,焊缝断面面积不能小于母材的断面面积。焊缝不能缺肉、咬边。单面焊接的焊口要做到单面焊接两面成形。
3、 管子材料若是高强度合金钢,包括耐温、耐压、耐磨、耐低温的合金钢钢管,要在焊接工艺上着重落实防止由于焊接高温作业产生马氏体组织,出现裂缝的倾向。尽量减少焊接过程中摆动,最后一道焊缝的排列尽可能对热影响区有退火作用。焊后缓冷,采取用石棉布等盖上等措施。
4、焊接工艺上一般要求是,焊条要选择好,并且按规定焙烘干燥,焊工使用的焊条保证合格,焊缝两边对口,焊前要去油、去水、去锈、去杂物,清洁干净。焊接电流要选择合理,焊工操作要符合规程。
5、为了保证管子的焊接质量,对焊工要培训和考试,合格上岗。