毛集镇NBR060A-50-S2-P1惠州弯头减速器
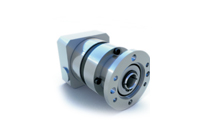
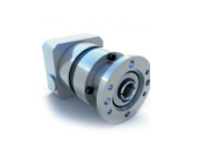
EAMON/伊明牌SP系列特點:為歐式標準安裝方式,在尺寸上完全可以代替阿爾法,紐卡特,其具有精度高、承載能力大、 效率高、壽命長、噪音低、體積輕小、外形美觀,安裝方便、精準等特點,適用於交流伺服馬達、直流伺服馬達、步進馬達的減速傳動。
型號分為:SP060、SP075、SP100、SP140、SP180、SP210、SP240
一級速比:3, 4, 5, 7, 10;
回程間隙:4-6arcmin
二級速比:9,15,16,20,25, 28 30, 35, 40, 50, 70, 100;
回程間隙:6-8arcmin
三級速比:64, 80, 100, 125, 150, 175, 200, 250, 350, 400, 500, 700, 1000 ;
回程間隙:7-10arcmin
應用範圍:
CNC 龍門銑床/ CNC 龍門磨床
CNC 綜合加工機/ CNC深孔加工機
CNC 落地搪床/ CNC鑽孔機
CNC 龍門刨床/ CNC 沖床
CNC 重型臥車.立車
產業機械
包裝機械/ 印刷機/ 攻牙機
紡織機械/ 彎管機/ 彎板機
木工機/ 吹瓶機/ 雕刻機
充填機/ 射出成型機/ CNC彈簧機
雷射切割機/ 雷射焊接機
工廠自動化工業
半導體機械設備/ 光電面板
機械手臂/ 自動倉儲運搬系統
醫療產業/ 金屬表面處理設備
毛集镇NBR060A-50-S2-P1惠州弯头减速器
针对蜗轮减速机的常见故障要如何解决
蜗轮减速机发热和漏油是在使用蜗轮减速机时常见的2个问题,那么针对这个问题要如何解决呢?为了提率,蜗轮减速机一般均采用有色金属做蜗轮,蜗杆则采用较硬的钢材。由于是滑动摩擦传动,运行中会产生较多的热量,使蜗轮减速机各零件和密封之间热膨胀产生差异,从而在各配合面形成间隙,润滑油液由于温度的升高变稀,易造成泄漏。造成蜗轮减速机这种情况的原因主要有四点,一是材质的搭配不合理;二是啮合摩擦面表面的质量差;三是润滑油添加量的选择不正确;四是装配质量和使用环境差。
蜗轮减速机传动小斜齿轮磨损。一般发生在立式安装的蜗轮减速机上,主要与润滑油的添加量和油品种有关。蜗轮减速机立式安装时,很容易造成润滑油量不足,蜗轮减速机停止运转时,电机和蜗轮减速机间传动齿轮油流失,齿轮得不到应有的润滑保护。蜗轮减速机启动时,齿轮由于得不到有效润滑导致机械磨损甚至损坏。
毛集镇NBR060A-50-S2-P1惠州弯头减速器
AE070-L2-050-060-070-080-100-S2-P1
AE070-L2-015-020-025-030-035-040-S2-P2
AE070-L2-050-060-070-080-100-S2-P2
AE090-L1-003-004-005-006-007-008-010-S2-P1
AE090-L1-003-004-005-006-007-008-010-S2-P2
AE090-L2-015-020-025-030-035-040-S2-P1
AE090-L2-050-060-070-080-100-S2-P1
AE090-L2-015-020-025-030-035-040-S2-P2
AE090-L2-050-060-070-080-100-S2-P2
AE120-L1-003-004-005-006-007-008-010-S2-P1
AE120-L1-003-004-005-006-007-008-010-S2-P2
AE120-L2-015-020-025-030-035-040-S2-P1
AE120-L2-050-060-070-080-100-S2-P1
AE120-L2-015-020-025-030-035-040-S2-P2
AE120-L2-050-060-070-080-100-S2-P2
AE155-L1-003-004-005-006-007-008-010-S2-P1
AE155-L1-003-004-005-006-007-008-010-S2-P2
AE155-L2-015-020-025-030-035-040-S2-P1
AE155-L2-050-060-070-080-100-S2-P1
AE155-L2-015-020-025-030-035-040-S2-P2
AE155-L2-050-060-070-080-100-S2-P2
AE205-L1-003-004-005-006-007-008-010-S2-P1
AE205-L1-003-004-005-006-007-008-010-S2-P2
AE205-L2-015-020-025-030-035-040-S2-P1
AE205-L2-050-060-070-080-100-S2-P1
有两个或两个以上的不平衡质量,分布不符合以上的规律,其在旋转中的离心力在两个支承上反力的大小和方向都不一样。可以这样认为,动不平衡是静不平衡和偶不平衡的叠加,杆类刀具大部分都是此类不平衡。不平衡的消除有加重、去重和调整三类方法,刀具的出厂预平衡多采用钻孔去重的方法。即在经平衡机测量并计算得到的位置钻一个大小和深度的孔,以使刀具在该位置截面上得到静平衡,或者在两个位置上各钻一个孔以实现动平衡。可转位刀具由于更换刀片和配件后会产生新的微量不平衡,整体刀具在装入刀柄后也会在整体上形成某种微量不平衡,我们经常会使用调整法来去除不平衡量以达到平衡目的。
毛集镇NBR060A-50-S2-P1惠州弯头减速器






