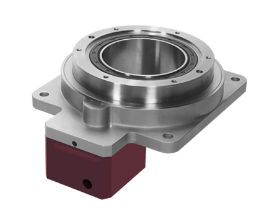
西江镇带键输出PBL62-7-P1海南精密步进减速器
EAMON/伊明牌VRB060精密行星減速機減速比:
單段速比:3, 4, 5, 7, 10;
雙段速比:15, 20, 25, 30, 35, 40, 50, 70, 100;
VRB060精密行星減速機背隙:
單段:≤3arcmin / ≤5arcmin(P1/P2);
雙段:≤5arcmin / ≤7arcmin(P1/P2);
VRB060精密減速機輸出額定力矩:
T2N:34 Nm - 50 Nm;
VRB060精密行星減速機效率:
單段:≤ 97%;
雙段:≤ 94%;
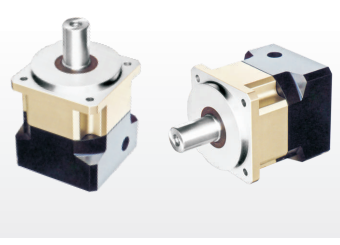
西江镇带键输出PBL62-7-P1海南精密步进减速器
当极对数一定时,电机的转速和频率之间有严格的关系,用电机专业术语说,就是同步。异步电机也叫感应电机,主要作为电动机使用,其工作时的转子转速总是小于同步电机。 所谓“同步”就是电枢(定子)绕组流过电流后,将在气隙中形成一旋转磁场,而该磁场的旋转方向及旋转速度均与转子转向,转速相同,故为同步。异步电机的话,其旋转磁场与转子存在相对转速,即产生转距。
同步电机的转速是和频率极数恒定的满足转速=60乘以频率除以极对数(同步转速) 不随负荷的改变而该改变 异步电机的转速永远低于同步转速 但是带额定负荷时转速很接近同步转速 随着负荷的增加转速会下降。所以叫异步电机 同步电机的转子有转子线圈和鼠龙,通入励磁电流。而异步电机只有鼠龙(铜条)。同步电机转速恒定,而异步电机低于同步转速
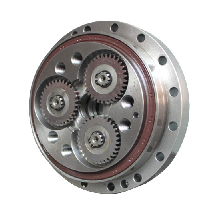
西江镇带键输出PBL62-7-P1海南精密步进减速器
SPK 075S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-0C1-2S
SPK 210-MF1-3 -4 -5 -7 -10-011-000
SPK 210-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-011-000
SPK 180S-MF1-3 -4 -5 -7 -10-0K1-2S
SPK 180S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-0K1-2S
SPK 100S-MF1-3 -4 -5 -7 -10-0G1-2S
SPK 100S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-0G1-2S
SPK 100S-MF1-3 -4 -5 -7 -10-0C1-2S
SPK 100S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-0C1-2S
SPK 075S-MF1-3 -4 -5 -7 -10-1E1-2S
SPK 075S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-1E1-2S
SPK 100S-MF1-3 -4 -5 -7 -10-0E1-1K01
SPK 100S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-0E1-1K01
SPK 180S-MF1-3 -4 -5 -7 -10-111-2S
SPK 180S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-111-2S
SPK 180S-MF1-3 -4 -5 -7 -10-OK1
SPK 180S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-OK1
SPK 100S-MF1-3 -4 -5 -7 -10-1K1-2S
SPK 100S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-1K1-2S
SPK 060-MF1-3 -4 -5 -7 -10-031-000
SPK 060-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-031-000
SPK 075S-MF1-3 -4 -5 -7 -10-1E1-2S
SPK 075S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-1E1-2S
SPK 100S-MF1-3 -4 -5 -7 -10-1E1-2S
SPK 100S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-1E1-2S
SPK 140S-MF1-3 -4 -5 -7 -10-OEO
SPK 140S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-OEO
SPK 140S-MF1-3 -4 -5 -7 -10-0381
SPK 140S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-0381
SPK 180S-MF1-3 -4 -5 -7 -10-0381
SPK 180S-MF2-16 -20 -25 -28 -35 -40 -50 -70 -100-0381
SPK 075S-MF1-3 -4 -5 -7 -10-0E1-2S
由此可见,在涂装工时消耗方面,我国是日本(3年前)的3.4倍,是韩国(15年前)的2.6倍;在材料消耗方面,我国是日本(3年前)的124%,是韩国(15年前)的117%,至于技术管理水平更低的一些船厂差距则更大了。涂装工料消耗过高是多种原因综合的结果,既反映了涂装管理本身的问题,也反映了造船总体管理水平的问题。如何改变这一落后面貌,这将是改进船舶区域涂装技术研究的最终目的。研究改进重点根据我国造船工业的现状和国外先进的造船模式,在船舶区域涂装技术方面,还存在一定差距,为了实现壳舾涂有机结合,低耗、优质、快捷造船,船舶区域涂装技术应重点加强下列技术的研究。1在工作中注意以下工作环节船舶接船经营谈判和合同设计中必须充分重视涂装技术要求,搞好涂装合同设计工作。在船壳(体)结构设计(详细设计和生产设计)中,必须考虑到涂装作业的方便、安全、高质、有效。如分段的划分、结构形式的选用、人孔布置等,应尽可能考虑有利于涂装。舾装生产设计必须深入、细致,预舾装工作尽可能完整。舾装件布置应避免产生涂装死角,尽可能避免反复烧焊作业对涂装带来的影响。在造船工程计划管理中,应确保涂装作业有足够的周期时间,确保工程计划的严肃性。
西江镇带键输出PBL62-7-P1海南精密步进减速器






