望奎镇直交轴DM180L2-20-55-230贵州弯头减速机

伊明传动科技(厦门)有限公司
中国 厦门
产品属性
图文详情
品牌推荐
品牌
EAMON/伊明牌
型号
AB-AD-AE-PLF-PLE-SP-LP
类型
行星齿轮减速器
载荷状态
均匀载荷
传动比级数
多级
轴的相对位置
立式加速器
传动布置形式
同轴式
加工定制
加工定制
样品或现货
现货
齿面硬度
硬齿面
减速比
3-100
输出转速范围
3000-8000rpm
输入转速
3000r/min
额定功率
50-3500kw
许用扭矩
10-1200N.m
使用范围
伺服电机,步进马达,异步电机
外形尺寸
42-330mm
重量
1-50kg
一段速比
3-10
二段速比
12-100
三段速比
60-1000
背隙
3-10弧分
法兰大小
42-330mm
望奎镇直交轴DM180L2-20-55-230贵州弯头减速机
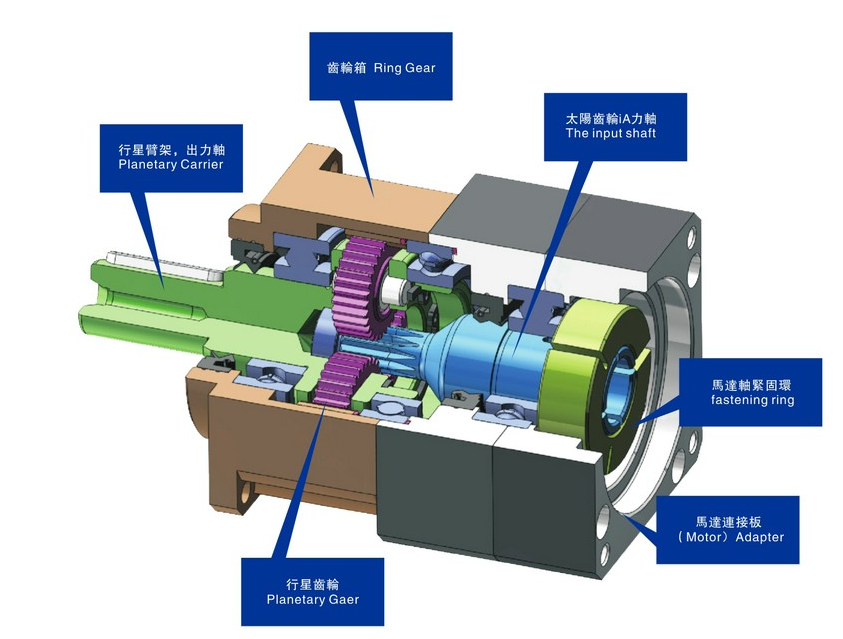
EAMON/伊明牌PG系列斜齒行星減速機
產品特點:
1、特別的法蘭盤輸出方式,獲得更大的安裝自由度。
2、機身尺寸更短,安裝空間要求低。
3、低迴程間隙,更準確。
4、雙支撐籠式行星架結構,高可靠度,可適應頻繁正反轉。
5、轉架裝配圓錐滾子軸承,滿足重載工況要求。
規格範圍:
64-200
速比範圍:3-100
精度範圍:1-3弧分(P1級)
3-5弧分(P2級)
望奎镇直交轴DM180L2-20-55-230贵州弯头减速机
蜗轮丝杆升降机提升速度是有限的,提升太快,摩擦发热和磨损都很厉害,升降机的使用寿命会大大打折。提升速度和以下三个因素有关,输入转速,速比,螺距。要提高速度,那就要用四级电机直接输入,不要用六级或者经过减速机减速再输入给丝杆升降机。减速比要用快速比。慢速比肯定没有快速比提升速度快。在允许范围内,使用大螺距的丝杆。一般情况下,丝杆是单头,这里我们可以根据实际情况,订做成双头丝杆,这样提升速度可以提高一倍
蜗轮丝杆升降机升降传动过程中出现的抖动、噪音、温升过高以及出现的卡死问题丝杠升降机在使用过程中附加载荷后出现的抖动原因均为丝杠螺距不均匀、蜗杆分头不均匀、平面压力轴承以及锥度轴承质量不达标、丝杠的上下护套配合过紧,以及安装的不同心问题。蜗轮丝杆升降机运作过程中出现噪音的原因为快速蜗轮丝杆升降机多头蜗杆的分头不均匀,慢速出现噪音的原因是轴承的质量问题。 蜗轮丝杆升降机正常工作状态下温度不得超过45摄氏度,如出现高温应立即停止机器检查,一般出现这种问题的原因为选用此吨位的丝杆升降机偏小超负荷现象,或蜗杆以及蜗轮端盖配合过紧出现的高温情况,输入转速也不排除在外蜗轮丝杠升降机为黄油润滑丝杆升降机蜗杆轴转速不得超过1000min/s,如输入转速过高也会出现高位以及卡死等情况,高温的处理方法是降低输入转速、检查压盖的嵌入配合是不是过紧以及是否丝杠升降机缺油现象。

望奎镇直交轴DM180L2-20-55-230贵州弯头减速机
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19HB19
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19HB19
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19FB19
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19FB19
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HA22
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HA22
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19DE19
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19DE19
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19DB19
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19DB19
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-38JA32
EVB-115C-28-30-35-40-50-60-70-80-100-K7-38JA32
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-38KA35
EVB-115C-28-30-35-40-50-60-70-80-100-K7-38KA35
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HB22
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HB22
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28GD24
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28GD24
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HA28
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HA28
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HF22
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HF22
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HF24
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HF24
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HB24
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HB24
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28FC24
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28FC24
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HA24
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HA24
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19GB19
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19GB19
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19EC16
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19EC16
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28KA22
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28KA22
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28FE24
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28FE24
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19DD19
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19DD19

模具的制造成本作为模具制造过程的中间环节或最终工序,热处理造成的开裂、变形超差及性能超差,大多数情况下会使模具报废,即使通过修补仍可继续使用,也会增加工时,延长交货期,提高模具的制造成本。正是热处理技术与模具质量有十分密切的关联性,使得这二种技术在现代化的进程中,相互促进,共同提高。世纪8年代以来,模具热处理技术发展较快的领域是真空热处理技术、模具的表面强化技术和模具材料的预硬化技术。模具的真空热处理技术真空热处理技术是近些年发展起来的一种新型的热处理技术,它所具备的特点,正是模具制造中所迫切需要的,比如防止加热氧化和不脱碳、真空脱气或除气,消除氢脆,从而提高材料(零件)的塑性、韧性和疲劳强度。
望奎镇直交轴DM180L2-20-55-230贵州弯头减速机
EAMON/伊明牌PG系列斜齒行星減速機
產品特點:
1、特別的法蘭盤輸出方式,獲得更大的安裝自由度。
2、機身尺寸更短,安裝空間要求低。
3、低迴程間隙,更準確。
4、雙支撐籠式行星架結構,高可靠度,可適應頻繁正反轉。
5、轉架裝配圓錐滾子軸承,滿足重載工況要求。
規格範圍:
64-200
速比範圍:3-100
精度範圍:1-3弧分(P1級)
3-5弧分(P2級)
望奎镇直交轴DM180L2-20-55-230贵州弯头减速机
蜗轮丝杆升降机提升速度是有限的,提升太快,摩擦发热和磨损都很厉害,升降机的使用寿命会大大打折。提升速度和以下三个因素有关,输入转速,速比,螺距。要提高速度,那就要用四级电机直接输入,不要用六级或者经过减速机减速再输入给丝杆升降机。减速比要用快速比。慢速比肯定没有快速比提升速度快。在允许范围内,使用大螺距的丝杆。一般情况下,丝杆是单头,这里我们可以根据实际情况,订做成双头丝杆,这样提升速度可以提高一倍
蜗轮丝杆升降机升降传动过程中出现的抖动、噪音、温升过高以及出现的卡死问题丝杠升降机在使用过程中附加载荷后出现的抖动原因均为丝杠螺距不均匀、蜗杆分头不均匀、平面压力轴承以及锥度轴承质量不达标、丝杠的上下护套配合过紧,以及安装的不同心问题。蜗轮丝杆升降机运作过程中出现噪音的原因为快速蜗轮丝杆升降机多头蜗杆的分头不均匀,慢速出现噪音的原因是轴承的质量问题。 蜗轮丝杆升降机正常工作状态下温度不得超过45摄氏度,如出现高温应立即停止机器检查,一般出现这种问题的原因为选用此吨位的丝杆升降机偏小超负荷现象,或蜗杆以及蜗轮端盖配合过紧出现的高温情况,输入转速也不排除在外蜗轮丝杠升降机为黄油润滑丝杆升降机蜗杆轴转速不得超过1000min/s,如输入转速过高也会出现高位以及卡死等情况,高温的处理方法是降低输入转速、检查压盖的嵌入配合是不是过紧以及是否丝杠升降机缺油现象。
望奎镇直交轴DM180L2-20-55-230贵州弯头减速机
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19HB19
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19HB19
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19FB19
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19FB19
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HA22
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HA22
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19DE19
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19DE19
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19DB19
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19DB19
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-38JA32
EVB-115C-28-30-35-40-50-60-70-80-100-K7-38JA32
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-38KA35
EVB-115C-28-30-35-40-50-60-70-80-100-K7-38KA35
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HB22
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HB22
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28GD24
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28GD24
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HA28
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HA28
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HF22
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HF22
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HF24
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HF24
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HB24
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HB24
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28FC24
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28FC24
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28HA24
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28HA24
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19GB19
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19GB19
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19EC16
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19EC16
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28KA22
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28KA22
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-28FE24
EVB-115C-28-30-35-40-50-60-70-80-100-K7-28FE24
EVB-115C-3-4-5-6-7-8-10-15-16-20-25-K7-19DD19
EVB-115C-28-30-35-40-50-60-70-80-100-K7-19DD19
模具的制造成本作为模具制造过程的中间环节或最终工序,热处理造成的开裂、变形超差及性能超差,大多数情况下会使模具报废,即使通过修补仍可继续使用,也会增加工时,延长交货期,提高模具的制造成本。正是热处理技术与模具质量有十分密切的关联性,使得这二种技术在现代化的进程中,相互促进,共同提高。世纪8年代以来,模具热处理技术发展较快的领域是真空热处理技术、模具的表面强化技术和模具材料的预硬化技术。模具的真空热处理技术真空热处理技术是近些年发展起来的一种新型的热处理技术,它所具备的特点,正是模具制造中所迫切需要的,比如防止加热氧化和不脱碳、真空脱气或除气,消除氢脆,从而提高材料(零件)的塑性、韧性和疲劳强度。
望奎镇直交轴DM180L2-20-55-230贵州弯头减速机





