宏胜镇太阳轮KSB-90-40-P1神钢伺服电机行星减速机
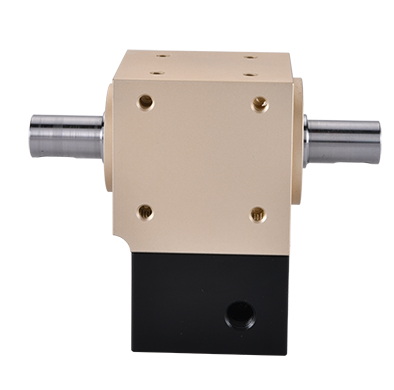
EAMON/伊明牌HA系列盤式行星減速機
法蘭外徑:90mm
減速機型:HA(平行斜齒精密型)
框號:90
減速比:單段=4-10;雙段=20-91
出力軸鍵槽:S(標準品)、T(特殊)
背隙等級:單段:P0≤1,P1≤3,P2≤5;雙段:P0≤3,P1≤5,P2≤7
宏胜镇太阳轮KSB-90-40-P1神钢伺服电机行星减速机
比如常见的传动小斜齿轮磨损。蜗轮蜗杆减速机的这个损坏原因主要与润滑油的添加量和油品种有关。立式安装时,很容易造成润滑油量不足,蜗杆减速机停止运转时,电机和减速机间传动齿轮油流失,齿轮得不到应有的润滑保护。蜗轮蜗杆减速机启动时,齿轮由于得不到有效润滑导致机械磨损甚至损坏。
对此的解决方法,就是蜗轮蜗杆减速机安装位置的选择。位置允许的情况下,尽量不采用立式安装。立式安装时,润滑油的添加量要比水平安装多很多,易造成减速机发热和漏油。建立润滑维护制度。可根据润滑工作“五定”原则对减速机进行维护,做到每一台减速机都有责任人定期检查,发现温升明显,超过40℃或油温超过80℃,油的质量下降或油中发现较多的铜粉以及产生不正常的噪声等现象时,要立即停止使用,及时检修,排除故障,更换润滑油。
齿轮箱清洗维护机利用齿轮箱原有的给排油系统以及过滤后的润滑油对齿轮箱进行清洗,不改变齿轮箱任何硬件设施、不添加任何清洗剂,保证了齿轮箱安全运营,延长了齿轮箱的使用寿命。加油时,要注意油量,保证蜗轮蜗杆减速机得到正确的润滑。
宏胜镇太阳轮KSB-90-40-P1神钢伺服电机行星减速机
CGX60-L1-3-P1
CGX60-L1-4-P1
CGX60-L1-5-P1
CGX60-L1-6-P1
CGX60-L1-7-P1
CGX60-L1-8-P1
CGX60-L1-10-P1
CGX60-L2-12-P1
CGX60-L2-15-P1
CGX60-L2-20-P1
CGX60-L2-25-P1
CGX60-L2-30-P1
CGX60-L2-35-P1
CGX60-L2-40-P1
CGX60-L2-50-P1
CGX60-L2-60-P1
CGX60-L2-70-P1
CGX60-L2-80-P1
CGX60-L2-100-P1
CGX90-L1-3-P1
CGX90-L1-4-P1
CGX90-L1-5-P1
CGX90-L1-6-P1
CGX90-L1-7-P1
CGX90-L1-8-P1
CGX90-L1-10-P1
CGX90-L2-12-P1
CGX90-L2-15-P1
CGX90-L2-20-P1
CGX90-L2-25-P1
CGX90-L2-30-P1
CGX90-L2-35-P1
CGX90-L2-40-P1
CGX90-L2-50-P1
CGX90-L2-60-P1
CGX90-L2-70-P1
CGX90-L2-80-P1
CGX90-L2-100-P1

去掉包缠物,冲洗残留液体。烘烤。对载荷较大的工件,镀层必须经过2-3℃烘烤2~3min,提高镀层与基体的结合力。镀后机加工。采取磨削或抛光方法,使镀层表面达到要求。注意应在工件温度冷却至室温后,才可进行磨削或抛光等后加工工序。刷镀层镀后机加工,在磨床上磨削,每次进刀量不能超过.3mm。不良刷镀铬层的退除法。不合格的刷镀铬层可用2%左右的进行化学退除。铬层与溶液接触片刻后,即起反应,并激烈冒气泡。接刀裂纹形成的机理及类型1)加热对硬质合金形成裂纹的影响硬质合金刀片与钢(刀杆)的热膨胀系数相差较大,而且合金的导热性能也较刀体材料差,若在焊接时快速加热会产生很大内应力,促使刀片在焊接层处热应力过大导致刀片崩裂。因此焊接温度控制在约大于焊料溶点3~5℃。选用的焊料其熔点应低于刀杆熔点6℃,焊接时火焰应由下向上均匀加热慢慢预热进行焊接,因此要求刀槽与刀片焊接面形成一致。局部过热会使刀片本身或刀片与刀杆的温差较大(大与厚的刀片更为严重),热应力将使刀片刃口崩裂。
宏胜镇太阳轮KSB-90-40-P1神钢伺服电机行星减速机






