李中镇高速比PX40-16-S1-P2扬州精密步进减速器
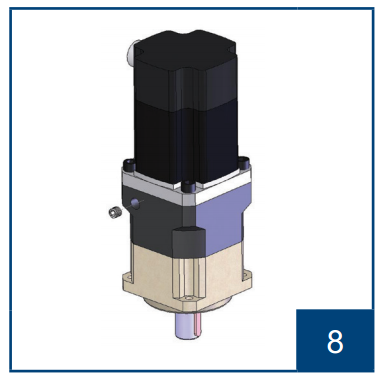
EAMON/伊明牌VRB090系列高精度行星減速機產品優點:
1:本產品為斜齒輪行星減速機,方法蘭輸出,輸出軸採用雙軸承支撐,承載扭矩大;
2:解決重複要求高;
3:齒輪淬火硬度達62度,齒面磨齒;
4:表面採用烤漆處理,保證外觀不變色,不生鏽;
5:可配任意品牌的伺服和步進電機;如0.75KW匯川行星減速機;
6: 回程間隙 標準≤5弧分,精密≤3弧分,超精密≤1弧分;
7: 防護等級:IP65;
8: 終身免維護;
速比明細:
單級: 3 4 5 7 10
雙級: 12 15 16 20 25 28 30(次選)35 40 50 70(次選)100(次選)

李中镇高速比PX40-16-S1-P2扬州精密步进减速器
行星齿轮减速机线圈与嵌线安装其实很简单但是对技术有要求,线圈和嵌线都是行星齿轮减速机的重要组成部分,直接关系着行星齿轮减速机的正常运行,对线圈和嵌线的了解能更好的为您对行星齿轮减速机的工作原理的理解有更深一层的作用。
绕线模的制作对于修理单位,所修行星齿轮减速机数量很少,可考虑采用木制专用模具。由于行星齿轮减速机线圈有软、硬元元件区别,故绕线模的结构和模心尺寸计算也不相同,软线圈绕线模及模心尺寸,
行星齿轮减速机线圈绕制与成形行星齿轮减速机的散嵌软绕组线圈是在绕线模上绕制成形。绕线模四角处放人白布带,绕足匝数后,用白布带将线圈扎紧,将引线套上玻璐丝套管,然后取下线圈模绕硬绕组线圈是用扁钢线绕制,绕足匝数后,取下行星齿轮减速机线圈之前,要用白布带将线圈四角处绑扎紧。取下线圈后,要先用白布带在线阅两端半包一层,在线圈的槽部疏包一层,以作为拉形时的保护层,然后进行鼻端弯头、拉形和端部成形工序。行星齿轮减速机线圈鼻端弯头工具线圈的拉形是采用简易拉形板线圈拉形时,是将行星齿轮减速机上木板紧贴下木板,沿若木板的长度怪慢地移动,直至达到线目的节距长为止。另外,行星齿轮减速机电枢线圈端部应是圆弧形状,所以要用工具将线圈端部压弯或打弯成饭状,行星齿轮减速机线圈端部上下层的弧形半径一般不相等,因此要求压模应按旧线一做出样板后进行倒作。
单匝成形线一的制作单匝成形线.制作,先按旧线月长度再加上一定余量(一般取30mm左右)作为绕制线圈的下料长度。在导线弯侧工具上夸出井端的圆弧r,见然后在虎钳上专出鼻端形状和绕组成形.波绕组的成形程序,二绕组也可采用类似办法成形。
李中镇高速比PX40-16-S1-P2扬州精密步进减速器
KH60-L1-3-4-5-7-10-14-50
KH60-L2-16-20-28-35-40-50-70-100-14-50
KH060-L1-3-4-5-7-10-14-50
KH060-L2-16-20-28-35-40-50-70-100-14-50
KH90-L1-3-4-5-7-10-19-70
KH90-L2-16-20-28-35-40-50-70-100-19-70
KH090-L1-3-4-5-7-10-19-70
KH090-L2-16-20-28-35-40-50-70-100-19-70
KH120-L1-3-4-5-7-10-22-110
KH120-L2-16-20-28-35-40-50-70-100-22-110
KH120-L1-3-4-5-7-10-24-110
KH120-L2-16-20-28-35-40-50-70-100-24-110
KH160-L1-3-4-5-7-10-35-114.3
KH160-L2-16-20-28-35-40-50-70-100-35-114.3
KH160-L1-3-4-5-7-10-38-180
KH160-L2-16-20-28-35-40-50-70-100-38-180

在最终焊接时出现焊锡钻人到覆盖层下面的现象。可以说前处理清洗工艺将对柔性印制板F{C的基本特性产生重大影响,必须对处理条件给予充分重视。FPC电镀的厚度电镀时,电镀金属的沉积速度与电场强度有直接关系,电场强度又随线路图形的形状、电极的位置关系而变化,一般导线的线宽越细,端子部位的端子越尖,与电极的距离越近电场强度就越大,该部位的镀层就越厚。在与柔性印制板有关的用途中,在同一线路内许多导线宽度差别极大的情况存在这就更容易产生镀层厚度不均匀,为了预防这种情况的发生,可以在线路周围附设分流阴极图形,吸收分布在电镀图形上不均匀的电流,限度地保证所有部位上的镀层厚薄均匀。
李中镇高速比PX40-16-S1-P2扬州精密步进减速器






