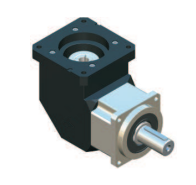
紫霄镇中空轴VRT200-112-K9潍坊转角行星减速器
EAMON/伊明牌PLE60系列精密行星減速機
適配電機功率:100W、200W、400W、750W伺服電機等
適用於任何廠商所製造的驅動產品連接,如:松下、安川、三菱、富士、三洋、發那科、西門子、施耐德、科爾摩根、東元、台達、匯川、禾川、信捷等交流伺服電機、直流伺服電機、步進電機的減速傳動。

紫霄镇中空轴VRT200-112-K9潍坊转角行星减速器
3、防止热处理变形:齿坯在粗加工后成精锻件,进行正火或调质处理,以达到:
(1)软化钢件以便进行切削加工;
(2)消除残余应力;
(3)细化晶粒,改善组织以提高钢的机械性能;
(4)为最终能处理作好组织上的准备。应注意的是,在正火或调质处理中,一定要保持炉膛温度均匀,以及采用工位,使工件均匀地加热及冷却,严禁堆放在一起。需钻孔减轻重量的齿轮,应将钻孔序安排在热处理后进行。齿轮的最终热处理采用使零件变形较小的齿面高频淬火;高频淬火后得到的齿面具有高的强度、硬度、耐磨性和疲劳极限,而心部仍保持足够的塑性和韧性。为减少变形。齿面高频淬火应采用较低的淬火温度和较短的加热时间、均匀加热、缓慢冷却。

紫霄镇中空轴VRT200-112-K9潍坊转角行星减速器
SPIH180P-003KB
SPIH180P-004KB
SPIH180P-005KB
SPIH180P-006KB
SPIH180P-007KB
SPIH180P-008KB
SPIH180P-010KB
SPIH180P-015KB
SPIH180P-020KB
SPIH180P-025KB
SPIH180P-030KB
SPIH180P-035KB
SPIH180P-040KB
SPIH180P-050KB
SPIH180P-060KB
SPIH180P-070KB
SPIH180P-080KB
SPIH180P-100KB
SPIH060P-003KC
SPIH060P-004KC
SPIH060P-005KC
SPIH060P-006KC
SPIH060P-007KC
SPIH060P-008KC
SPIH060P-010KC
SPIH060P-015KC
SPIH060P-020KC
SPIH060P-025KC
SPIH060P-030KC
SPIH060P-035KC
SPIH060P-040KC
SPIH060P-050KC
SPIH060P-060KC
SPIH060P-070KC
SPIH060P-080KC
SPIH060P-100KC
SPIH090P-003KC
SPIH090P-004KC
SPIH090P-005KC
SPIH090P-006KC
SPIH090P-007KC
SPIH090P-008KC
SPIH090P-010KC
SPIH090P-015KC
SPIH090P-020KC
SPIH090P-025KC
SPIH090P-030KC
SPIH090P-035KC
SPIH090P-040KC
SPIH090P-050KC
SPIH090P-060KC
SPIH090P-070KC
SPIH090P-080KC
SPIH090P-100KC
我主要提下陶瓷,陶瓷用于切削刀具的时间比硬质合金早,但由于其脆性,发展很慢。但自上世纪7年代以后,还是得到了比较快的发展。陶瓷刀具材料主要有两大系,即氧化铝系和氮化硅系。陶瓷作为刀具,具有成本低、硬度高、耐高温性能好等优点,有很好的前景。应名之为切削刀具,目前国内国外产品差别很大,刀具算是高技术的消费品!用YW系列的,2把刀,开粗的前角小点3~6度都可以后角1度左右。精车的前角大点1~15度后脚也可以相应大3~5度左右这样粗糙度好点回答人的补充29-5-1517:29刃倾角粗加工一般是度就可以无所谓但是精加工一定要是正的1-15度,这样你的工件表面粗糙度就好点,刃倾角主要控制排屑的方向正的排屑向外负的就向工件走了,容易刮伤工件。
紫霄镇中空轴VRT200-112-K9潍坊转角行星减速器






