石亭镇伊明造JHB180-16-S1-P2科技展望未来
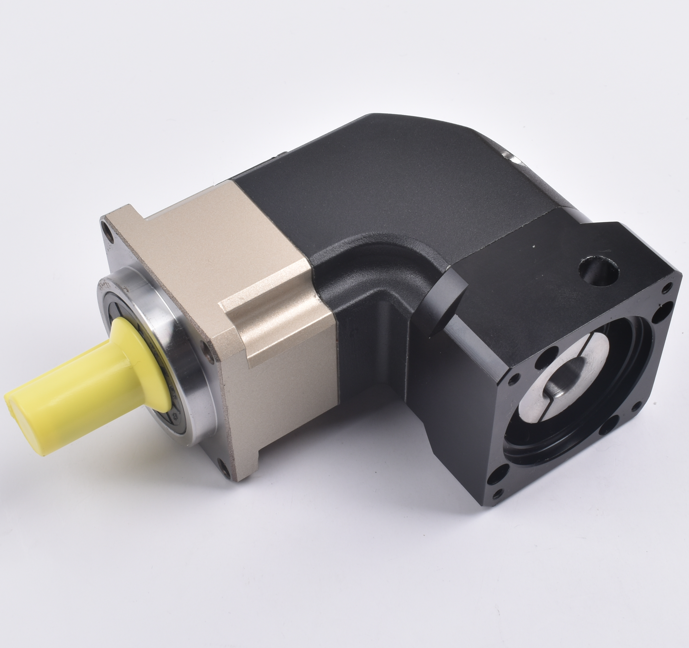
以前我们说过步进电机和伺服电机之间的不同,当时说了当终端负载稳定、动作简单、基本为低速运转时,选用成本低且容易控制的步进电机最为合适。但如果终端负载波动范围很大的且基本为低速运转的时候,再选择步进电机就不明智了。这时候就需要用伺服电机替换掉步进电机。不过这个操作中需要有很多注意点,下面就列举些需要注意的。
1、为了保证控制系统改变不大,应选用数字式伺服系统,可仍采用原来的脉冲控制方式;
2、由于伺服电机的过载能力强,可以参照原步进电机额定输出扭矩的1/3来确定伺服电机的额定扭矩;
3、因为伺服电机的额定转速比步进电机要高得多,增加减速装置,让伺服电机工作在接近额定转速下,这样也可以选择功率更小的电机,以降低成本。
石亭镇伊明造JHB180-16-S1-P2科技展望未来
PG155L2-15-16-20-25-30-35-24-110
PG155L2-40-50-60-70-80-100-24-110
PG155L1-3-4-5-6-7-8-10-35-114.3
PG155L2-15-16-20-25-30-35-35-114.3
PG155L2-40-50-60-70-80-100-35-114.3
PG205L1-3-4-5-6-7-8-10-35-114.3
PG205L2-15-16-20-25-30-35-35-114.3
PG205L2-40-50-60-70-80-100-35-114.3
PG205L1-3-4-5-6-7-8-10-38-180
PG205L2-15-16-20-25-30-35-38-180
PG205L2-40-50-60-70-80-100-38-180
石亭镇伊明造JHB180-16-S1-P2科技展望未来

石亭镇伊明造JHB180-16-S1-P2科技展望未来
套丝时为使切屑碎断,排出及时,应经常的反转扳牙。工件应牢固地固定在夹、卡具上;当丝锥折断时,不要用手去触摸折掉处,用夹錾或样冲剔出,断丝时必须要戴好防护镜。攻丝时的注意事项工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝容易判断丝锥轴线是否垂直于工件的平面。在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。
石亭镇伊明造JHB180-16-S1-P2科技展望未来






