高作镇耐用型AD60-40宁波伺服减速机
EAMON/伊明牌PAR轉角高精密高力矩型行星減速機
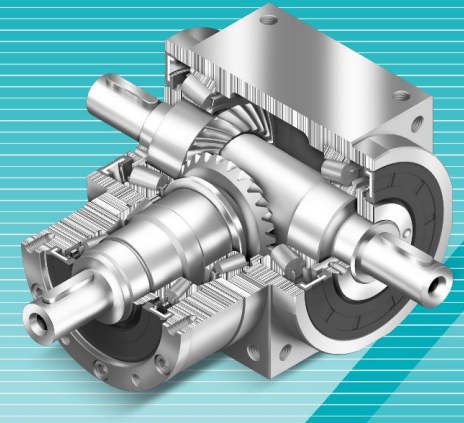
1.省空間
直交型減速機使用螺旋式傘齒輪,馬達的安裝可實現90度彎曲,節省了安裝空間。
2.高剛性、高扭矩
使用整體式滾針軸承,大大提高了剛性和扭矩。
3.連接器、軸套方式
可以安裝到世界上任何一台馬達上。
4.無潤滑脂洩漏
使用高粘度、不易分離的潤滑脂、有效防止潤滑脂洩漏。
5.維修方便
在產品壽命期內無需更換潤滑脂,安裝更便捷。

高作镇耐用型AD60-40宁波伺服减速机
4、保证齿坯的精度:齿轮孔的尺寸的精度要求在孔的偏差值的中间差左右分布,定在±0.003~±0.005mm;如果超差而又在孔的设计要求范围内,必须分类,分别转入切齿工序。齿坯的端面跳动及径向跳动为6级,定在0.01~0.02mm范围内。
5、切齿加工措施:对外购的齿轮刀具必须进行检验,必须达到A要求。齿轮刀具刃磨后必须对刀具前刃面径向性、容屑槽的相邻周节差、容屑槽周节的累积误差、刀齿前面与内孔轴线平行度进行检验。在不影响齿轮强度的前提下,提高齿顶高系数,增加0.05~0.1m,,改善刀具齿顶高系数,避免齿轮传动齿根干涉。M=1~2的齿轮采用齿顶修圆滚刀,修圆量R=0.1~0.15m。消除齿顶毛刺,改善齿轮传动时齿顶干涉。切齿设备每年要进行一次精度检查,达不到要求的必须进行维修。操作者亦要经常进行自检,特别是在机床主轴径向间隙控制在0.01mm以下,刀轴径跳0.005mm以下,刀轴窜动0.008mm以下。刀具的安装精度:刀具径向跳动控制在0.003mm以下,端面跳动0.004mm以下。切齿工装精度,心轴外径与工件孔的间隙,保证在0.001~0.004mm以内。心轴上的螺纹必须在丙顶类下,由螺纹床进行磨削:垂直度≦0.003mm,径跳≦0.005mm。螺母必须保证内螺纹与基准面一次装夹车成,垫圈的平行度≦0.003mm。
高作镇耐用型AD60-40宁波伺服减速机
MPE-040-003-004-005-006-007-008-010-P1-P2
MPE-040-015-020-025-050-080-100-P2-P1
MPE-060-003-004-005-006-007-008-010-P1-P2
MPE-060-015-020-025-050-080-100-P2-P1
MPE-090-003-004-005-006-007-008-010-P1-P2
MPE-090-015-020-025-050-080-100-P2-P1
MPE-120-003-004-005-006-007-008-010-P1-P2
MPE-120-015-020-025-050-080-100-P2-P1
这个措施是提高中,大型滚珠螺杆高速性能和工作精度的有效途径。对于大行程的高速进给系统,可采用螺杆固定、螺母旋转的传动方式。此时,螺母一边转动、一边沿固定的螺杆作轴向移动,由于丝杆不懂,可避免受临界转速的限制,避免了细长滚珠螺杆高速运转时出现的种种问题。螺母惯性小,运动灵活,可实现的转速高。进一步提高滚珠螺杆的制造质量。通过采用上述种种措施后,可在一定程度上克服传动滚珠螺杆存在的一些问题。其快速移动速度可达6m/min,个别情况下甚至可达9m/min,加速度可达15m/s2。
高作镇耐用型AD60-40宁波伺服减速机






