安平镇斜齿伺服齿轮减速器ZT090C-16随心定制
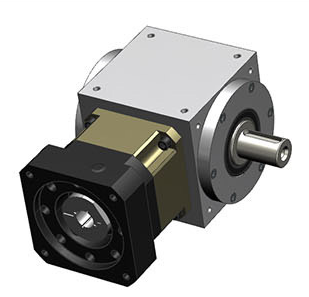
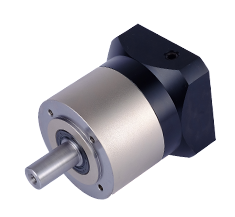
EAMON/伊明牌TVB/TVBR系列特點 TVB/TVBR Series Features
1.採用直齒齒輪傳動,經過滲碳淬火處理,齒向齒闊修行處理,表面噴砂鍍鎳,設備運行平穩,噪音小。
2.結構簡單,交貨期快,可大批量生產。
3.減速機種類齊全,滿足市場上大部分的應用工況。
1.Adopt spur gear transmission,after carburizing and quenching treatment,tooth to tooth wide practice treatment,surface sandblasting and nickel plating,stable operation of equipment,low noise.
2.Simple structure,fast delivery time,mass production.
3.There are a variety of reducer,which can meet most of the working conditions in the market.

安平镇斜齿伺服齿轮减速器ZT090C-16随心定制
任何产品都需要选型恰当,这样才能发挥其应有的功效。如果选型不当的话,会导致产品出现故障。蜗轮蜗杆减速机在选用时一定需要特别注意这方面的问题,因为如果蜗轮蜗杆减速机输出端装配同心度不好,就会造成减速机断轴。这是由于错误的选型致使所配减速机出力不够所导致的。
一般,我们所需要的工作扭矩一定要小于蜗轮蜗杆减速机额定输出扭矩的2倍。特别是在某些应用场所,尤其需要特别注意这一点。这不仅是对减速机里面齿轮的保护,更主要的是避免减速机的输出轴就被扭断。有些用户在选型时,误认为只要所选减速机的额定输出扭矩满足工作要求就可以了,但是事实却非如此,一是所配电机额定输出扭矩乘上减速比,得到的数值原则上要小于产品样本提供的相近减速机的额定输出扭矩,二是同时还要考虑其驱动电机的过载能力及实际中所需工作扭矩。
安平镇斜齿伺服齿轮减速器ZT090C-16随心定制
VRB-140C-3-K5-19DB19
VRB-140C-4-K5-19DB19
VRB-140C-5-K5-19DB19
VRB-140C-6-K5-19DB19
VRB-140C-7-K5-19DB19
VRB-140C-8-K5-19DB19
VRB-140C-9-K5-19DB19
VRB-140C-10-K5-19DB19
VRB-140C-15-K5-19DB19
VRB-140C-16-K5-19DB19
VRB-140C-20-K5-19DB19
VRB-140C-25-K5-19DB19
VRB-140C-28-K5-19DB19
VRB-140C-30-K5-19DB19
VRB-140C-35-K5-19DB19
VRB-140C-40-K5-19DB19
VRB-140C-45-K5-19DB19
VRB-140C-50-K5-19DB19
VRB-140C-60-K5-19DB19
VRB-140C-70-K5-19DB19
VRB-140C-80-K5-19DB19
VRB-140C-90-K5-19DB19
VRB-140C-100-K5-19DB19
VRB-140C-3-K5-14BJ14
VRB-140C-4-K5-14BJ14
VRB-140C-5-K5-14BJ14
VRB-140C-6-K5-14BJ14
VRB-140C-7-K5-14BJ14
VRB-140C-8-K5-14BJ14
VRB-140C-9-K5-14BJ14
VRB-140C-10-K5-14BJ14
VRB-140C-15-K5-14BJ14
VRB-140C-16-K5-14BJ14
VRB-140C-20-K5-14BJ14
VRB-140C-25-K5-14BJ14
VRB-140C-28-K5-14BJ14
VRB-140C-30-K5-14BJ14
VRB-140C-35-K5-14BJ14
VRB-140C-40-K5-14BJ14
VRB-140C-45-K5-14BJ14
VRB-140C-50-K5-14BJ14
VRB-140C-60-K5-14BJ14
VRB-140C-70-K5-14BJ14
VRB-140C-80-K5-14BJ14
VRB-140C-90-K5-14BJ14
VRB-140C-100-K5-14BJ14
由于高速切削时切屑状态的单元化,老虎刀片从主要适合加工铸铁加工,扩展为不仅适合铸铁加工,也同样适合钢件的加工。瓦尔特在1999年的欧洲机床展览会上推出的QuarTec系列产品中有一个被命名为WQM35的刀片材质,该材质使用了一个具有1层的镀层技术。这1层的镀层总厚度为6-8m,单层的厚度大部分为2~5nm。由于镀层在高速切削,尤其是高速铣削下,在虽然数值不大但交变频率非常高的切削力和切削热的冲击下,极易将微小的缺口扩张形成裂纹,从而降低膜层与膜层、膜层与基体之间的结合力。
安平镇斜齿伺服齿轮减速器ZT090C-16随心定制






