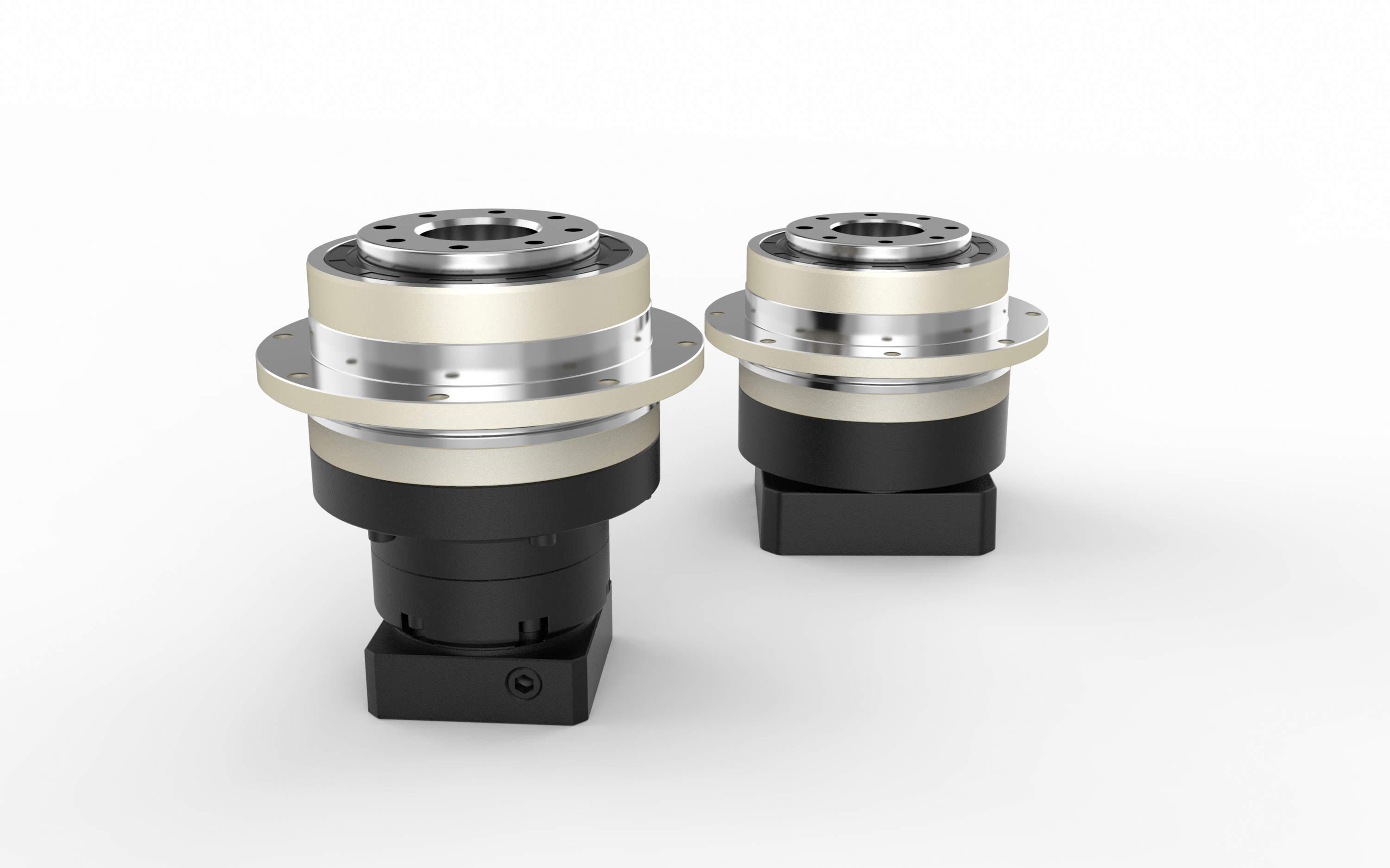
安山乡定制伺服减速器NB060-70-S1-P1单相电机
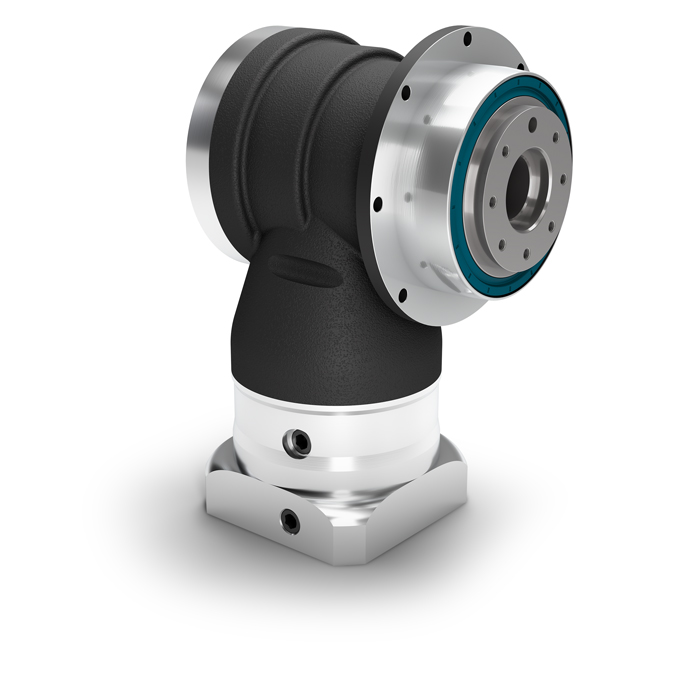
EAMON/伊明牌FBR轉角精密型行星減速機
1. 靜音
使用斜齒輪實現順暢安靜的運轉
2. 高精度
背隙低於3公分、精確。
3. 高剛性、高扭矩
使用整體式滾珠軸承,大大提高了剛性和扭矩。
4. 法蘭、連接器方式
可以安裝到世界上任何一台馬達上。
5. 無潤滑脂洩漏
使用高粘度、不易分離的潤滑脂,有效防止潤滑脂洩漏。
6. 維護方便
在產品壽命期內無需更換潤滑脂,安裝更便捷。
安山乡定制伺服减速器NB060-70-S1-P1单相电机
行星减速机的维护与维修
①行星减速机的日常检查。检查减速机地脚螺栓,发现松动、脱落或折断应及时拧紧或更换。检查润滑油的油面,大致位于油标中问位置,油量不宜过多或者过少。箱体不得漏油,发现泄漏应及时检查,严重时应停止运转,查明原因,消除故障后方可重新启动。不要随意打开视孔盖,以免杂物及灰尘侵入箱内。
减速机的润滑油应定期更换,新的或新更换齿轮的减速机在运转300~600h以后,必须更换新油,以后每隔3000~5000h更换一次润滑油,如环境恶劣可缩短时间。更换润滑油时应放空旧油,清洗壳体,去除金属屑,再加注新油。
轴承采用飞溅润滑的,每次拆洗重装时,应加入适量的润滑脂,约轴承空间体积的1/减速机运行lOOh后,应检查各处密封,如发现漏油等异常现象,应立即排除。减速机拆洗重装时,密封胶不可把回油管和回油孔堵塞。

安山乡定制伺服减速器NB060-70-S1-P1单相电机
VRL70-3-4-5-7-10-K3-40-60
VRL70-12-15-16-20-25-28-K5-40-60
VRL70-30-35-40-50-70-100-K5-40-60
VRL70-80-100-125-140-160-200-K8-40-60
VRL70-250-300-350-500-1000-K8-40-60
VRL90-3-4-5-7-10-K3-60-80-90
VRL90-15-16-20-25-28-30-K5-60-80-90
VRL90-35-40-50-70-100-K5-60-80-90
VRL90-80-100-125-140-160-200-K8-60-80-90
VRL90-250-300-350-500-1000-K8-60-80-90
VRL120-3-4-5-7-10-K3-100-110-130
VRL120-12-15-16-20-25-28-K5-100-110-130
VRL120-30-35-40-50-70-100-K5-100-110-130
VRL120-80-100-125-140-160-200-K8-100-110-130
VRL120-250-300-350-500-1000-K8-100-110-130
VRL155-3-4-5-7-10-K3-130-150-180
VRL155-12-15-16-20-25-28-K5-130-150-180
VRL155-30-35-40-50-70-100-K5-130-150-180
VRL155-80-100-125-140-160-200-K8-130-150-180
VRL155-250-300-350-500-1000-K8-130-150-180
VRL205-3-4-5-7-10-K3-150-180-190
VRL205-12-15-16-20-25-28-K5-150-180-190
VRL205-30-35-40-50-70-100-K5-150-180-190
VRL205-80-100-125-140-160-200-K8-150-180-190
VRL205-250-300-350-500-1000-K8-150-180-190
VRL235-3-4-5-7-10-K3-180-190-220
VRL235-12-15-16-20-25-28-K5-180-190-220
VRL235-30-35-40-50-70-100-K5-180-190-220
VRL235-80-100-125-140-160-200-K8-180-190-220
VRL235-250-300-350-500-1000-K8-180-190-220
模具钢材的热处理方式与加工工序安排密切相关。在模具制造时,应当根据材料和加工工艺路线来选择热处理方法,制定相应得热处理工艺。一般冷作模具钢工作零件的热处理工序安排:筹造退火机械加工成型淬火与回火工修整。冷作模具钢采用成型磨削及电加工工艺:锻造退火机械粗加工淬火或回火精加工(磨削、电加工)。冷作模具钢复杂冲模的加工:锻造退火机械粗加工高温回火或调质机械加工成型淬火与回火磨削与电工加工成型。
安山乡定制伺服减速器NB060-70-S1-P1单相电机






