WF-142-L2-030-P2-S1-S4-S5-S6平行轴伺服行星减速机
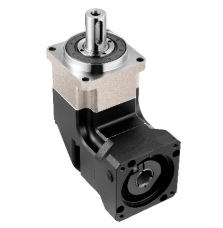
EAMON/伊明牌PZE160系列精密直角型行星減速機
圓形法蘭輸出直角型;
輸入與輸出90°安裝,變通安裝空間;
精密直齒型,單懸臂結構;
高精度,精度範圍:5-12arcmin;
安裝尺寸標準化,應用範圍廣;
適配電機功率:1500W、3000W伺服電機,130步進電機等
適用於任何廠商所製造的驅動產品連接,如:松下、安川、三菱、富士、三洋、發那科、西門子、施耐德、科爾摩根、東元、台達、匯川、禾川、信捷等交流伺服電機、直流伺服電機、步進電機的減速傳動。

WF-142-L2-030-P2-S1-S4-S5-S6平行轴伺服行星减速机
第三步:手持驱动电机,使其轴上之键槽与减速机输入端孔抱紧螺钉垂直,将驱动电机轴插入减速机输入端孔。插入时必须包管两者同心度同等和二侧法兰平行。好像心度差别等或二侧法兰不屈行必须查明缘故原由。别的,在安置时,严禁用锤击,即可以防备锤击的轴向力或径向力过大破坏两者轴承,又可以通过装置手感来果断两者共同是否符合。果断两者共同同心度和法兰平行的要领为:两者相互插入后,两者法兰根本贴紧,漏洞同等。
第四步:为包管两者法兰毗连受力匀称,先将驱动电机紧固螺钉恣意旋上,但不要旋紧;然后按对角位置渐渐旋紧四个紧固螺钉;末了旋紧行星齿轮减速机输入端孔抱紧螺钉。肯定要先旋紧驱动电机紧固螺钉后再旋紧减速机输入端孔抱紧螺钉。细致:减速机与机器设置署间的准确安置类同于行星齿轮减速器与驱动电机间的准确安置。关键是要必须保证行星减速机输出轴与所驱动部门输入轴同心度的对中。
随着控制电机应用的不停深入生长,行星齿轮减速机在活动控制传动范畴中的应用也会越来越多。
WF-142-L2-030-P2-S1-S4-S5-S6平行轴伺服行星减速机
EVL070-3-4-5-6-7-8-10-14-20-25-30-40-S2-P2
EVL070-50-70-80-100-120-140-160-180-200-S2-P2
EVL090-3-4-5-6-7-8-10-14-20-25-30-40-S2-P2
EVL090-50-70-80-100-120-140-160-180-200-S2-P2
EVL120-3-4-5-6-7-8-10-14-20-25-30-40-S2-P2
EVL120-50-70-80-100-120-140-160-180-200-S2-P2
EVL155-3-4-5-6-7-8-10-14-20-25-30-40-S2-P2
EVL155-50-70-80-100-120-140-160-180-200-S2-P2
EVL205-3-4-5-6-7-8-10-14-20-25-30-40-S2-P2
EVL205-50-70-80-100-120-140-160-180-200-S2-P2
EVL235-3-4-5-6-7-8-10-14-20-25-30-40-S2-P2
EVL235-50-70-80-100-120-140-160-180-200-S2-P2

取消刀具半径补偿用G4,取消刀具半径补偿也可用H.使用中需注意:建立、取消刀补时,即使用G4G4G4指令的程序段必须使用G或G1指令,不得使用G2或G3,当刀具半径补偿取负值时,G41和G42的功能互换。刀具半径补偿有B功能和C功能两种补偿形式。由于B功能刀具半径补偿只根据本段程序进行刀补计算,不能解决程序段之间的过渡问题,要求将工件轮廓处理成圆角过渡,因此工件尖角处工艺性不好,C功能刀具半径补偿能自动处理两程序段刀具中心轨迹的转接,可完全按照工件轮廓来编程,因此现代CNC数控机床几乎都采用C功能刀具半径补偿。
WF-142-L2-030-P2-S1-S4-S5-S6平行轴伺服行星减速机






