横河镇横移行星式减速机PBR60-6-S1-P1衡水批发
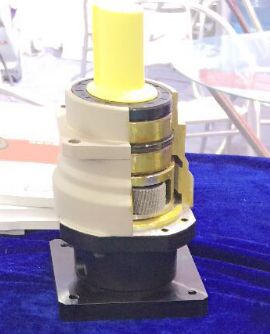
EAMON/伊明牌PZT140系列精密盤面式直角行星減速機
盤面圓形法蘭直角型輸出;
輸入與輸出90°安裝,變通安裝空間;
精密直齒型,單懸臂結構;
高精度,精度範圍:5-12arcmin;
安裝尺寸標準化,應用範圍廣;
適配電機功率:1500W、3000W伺服電機,130步進電機等
適用於任何廠商所製造的驅動產品連接,如:松下、安川、三菱、富士、三洋、發那科、西門子、施耐德、科爾摩根、東元、台達、匯川、禾川、信捷等交流伺服電機、直流伺服電機、步進電機的減速傳動。

横河镇横移行星式减速机PBR60-6-S1-P1衡水批发
2,选择步进电机还是伺服电机系统? 其实,选择什么样的电机应根据具体应用情况而定,各有其特点。请见下表,自然明白。 步进电机系统 伺服电机系统 力矩范围 中小力矩(一般在20Nm以下) 小中大,全范围 速度范围 低(一般在2000RPM以下,大力矩电机小于1000RPM) 高(可达5000RPM),直流伺服电机更可达1~2万转/分 控制方式 主要是位置控制 多样化智能化的控制方式,位置/转速/转矩方式 平滑性 低速时有振动(但用细分型驱动器则可明显改善) 好,运行平滑精度 一般较低,细分型驱动时较高 高(具体要看反馈装置的分辨率) 矩频特性 高速时,力矩下降快 力矩特性好,特性较硬 过载特性 过载时会失步 可3~10倍过载(短时) 反馈方式 大多数为开环控制,也可接编码器,防止失步 闭环方式,编码器反馈 编码器类型 - 光电型旋转编码器(增量型/值型),旋转变压器型 响应速度 一般 快 耐振动 好 一般(旋转变压器型可耐振动) 温升 运行温度高 一般 维护性 基本可以免维护 较好 价格 低 高

横河镇横移行星式减速机PBR60-6-S1-P1衡水批发
PGE60-L1 14-50-70-M5
PGE60-L2 14-50-70-M5
PGE60-L1 14-50-70-M4
PGE60-L2 14-50-70-M4
PGE90-L1 19-70-90-M5
PGE90-L2 19-70-90-M5
PGE90-L1 19-70-90-M6
PGE90-L2 19-70-90-M6
PGE120-L1 22-110-145-M8
PGE120-L2 22-110-145-M8
AF060-L1-K-16-002-YT-14T5-A1-YT
AF060-L2-K-16-002-YT-14T5-A1-YT
AF090-L1-K-22-002-YT-19T6-A1-YT
AF090-L2-K-22-002-YT-19T6-A1-YT
AF115-L1-K-32-002-YT-22T8-A1-YT
AF115-L2-K-32-002-YT-22T8-A1-YT
AF142-L1-K-40-002-YT-35T10-A1-YT
AF142-L2-K-40-002-YT-35T10--A1-YT
AF90-5-S2-P2-C20
AF90-4-S2-P2-C20
AF90-3-S2-P2-C20
AF90-7-S2-P2-C20
AF90-8-S2-P2-C20
AF90-10-S2-P2-C20
AF90-15-S2-P2-C20
AF90-20-S2-P2-C20
AF90-25-S2-P2-C20
AF90-30-S2-P2-C20
AF90-35-S2-P2-C20
AF90-32-S2-P2-C20
AF90-40-S2-P2-C20
AF90-50-S2-P2-C20
AF90-70-S2-P2-C20
AF90-100-S2-P2-C20
AF90-5-S2-P2-C22
AF90-4-S2-P2-C22
AF90-3-S2-P2-C22
AF90-7-S2-P2-C22
AF90-8-S2-P2-C22
AF90-10-S2-P2-C22
AF90-15-S2-P2-C22
AF90-20-S2-P2-C22
AF90-25-S2-P2-C22
AF90-30-S2-P2-C22
AF90-35-S2-P2-C22
AF90-32-S2-P2-C22
AF90-40-S2-P2-C22
AF90-50-S2-P2-C22
AF90-70-S2-P2-C22
AF90-100-S2-P2-C22
AF60-5-S2-P2-C16
AF60-4-S2-P2-C16
AF60-3-S2-P2-C16
AF60-7-S2-P2-C16
减小主、副偏角,增大刀尖圆弧半径,可改善刀具散热条件,使刀具磨损减小;塑件表面粗糙度减小。但主、副偏角过小或刀尖圆弧半径过大,致使切削阻力,特别是工件切深方向的切削分力增大,容易引起塑件变形。因此在塑件刚度允许的条件下,才能取较小的主、副偏角和较大的刀尖圆弧半径。削用量的选择切削速度提高切削速度可以缩短切削时间,提高生产率,且切削力不会增大,塑件表面粗糙度也几乎不受切削速度的影响。但切削速度增加会使切削温度明显升高,塑件会产生热膨胀和热变形,甚至变色,影响加工质量,且刀具磨损加剧、耐用度降低(切削速度提高1%,刀具耐用度会缩短为原来的4%~6%),这样使换刀、磨刀、对刀调整等辅助时间增加,生产率反而有所下降,因此要控制切削速度。
横河镇横移行星式减速机PBR60-6-S1-P1衡水批发






