KSDL47-035-P1伊明EAMON滚焊机专用行星减速机
EAMON/伊明牌HF步進電機行星減速機產品優點:
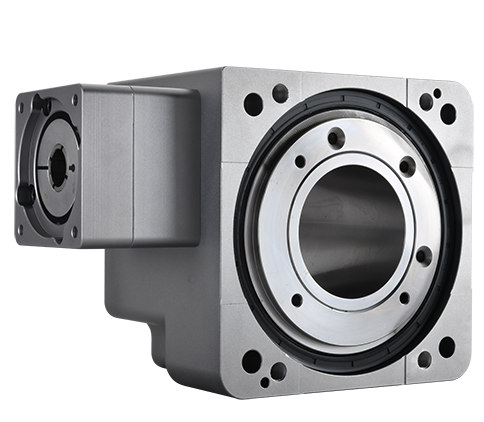
1:本齒輪箱為直齒,方法蘭輸出,輸出軸採用雙軸承支撐,承載扭矩大;
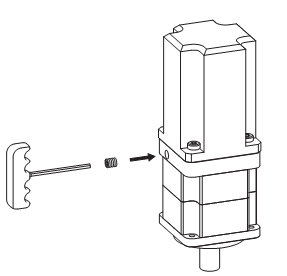
2:性價比高,輕巧,安裝方便;
3:齒輪淬火硬度達62度,齒面磨齒;
4:表面採用烤漆處理,保證外觀不變色,不生鏽;
5:可配任意品牌的伺服和步進電機(如西門子伺服電機減速機);
6: 回程間隙≤10弧分;
7: 防護等級:IP65;
8: 終身免維護,防濺水減速機;
KSDL47-035-P1伊明EAMON滚焊机专用行星减速机
(3)空载状态下分析之后,仍然在此转子结构的永磁同步电机的定子绕组中分别通入正弦波与变频器电流源。分别得到两种激励源加载后的涡流损耗波形图。从中可以发现在通入正弦波时候涡流损耗稍微会比空载时候高一点,但不是太多。而在变频器供电时其损耗会比正弦波时高很多。由此可见发现由于变频器中含有较多的谐波,所以这些电流谐波导致气隙磁导分布不均,产生较大的波动,导致永磁体内磁场不稳定,发热严重,损耗就会增加。 (4)将转子磁路结构进行改变,由原来的内置式改为表贴式。表贴式的永磁体放置在转子表面,这样会使电感变小,时电流响应变快,因为在转子外侧,不会产生磁阻转矩,转矩会有好的形式。但是在电机高速旋转时,其也会相对于内置式更容易发热,不能及时得到散热,就会导致永磁体涡流急剧增加。分别对比与内置式的永磁电机,在空载和负载情况下,表贴式的永磁体涡流损耗都会远大于内置式的涡流损耗。所以在工程中两者如何选取要根据不同特点进行研究和使用,才能更好发挥其自身的优点。 (5)最后将对比分析不同的极槽配合情况下,永磁体涡流损耗的不同。先是将电机是要电机使用4极14槽,而后改变其槽数,用的是4极18槽。在这两种情况下,分别对这种内置式永磁同步电机进行求取永磁体涡流损耗。由波形得到,18槽的电机分别在空载和负载的两种供电情况下其永磁体涡流损耗都会稍微大于24槽的电机模型。可见,槽数的改变,导致了槽口的大小发生变化,气隙磁导分布不均匀,空间谐波含量有所不同,从而最终导致转子内涡流损耗的不同。
KSDL47-035-P1伊明EAMON滚焊机专用行星减速机
ACHE60-L1-3-S-P2
ACHE60-L1-4-S-P2
ACHE60-L1-5-S-P2
ACHE60-L1-7-S-P2
ACHE60-L1-10-S-P2
ACHE60-L2-12-S-P2
ACHE60-L2-16-S-P2
ACHE60-L2-20-S-P2
ACHE60-L2-25-S-P2
ACHE60-L2-28-S-P2
ACHE60-L2-35-S-P2
ACHE60-L2-40-S-P2
ACHE60-L2-50-S-P2
ACHE60-L2-70-S-P2
ACHE60-L3-60-S-P2
ACHE60-L3-64-S-P2
ACHE60-L3-75-S-P2
ACHE60-L3-80-S-P2
ACHE60-L3-100-S-P2
ACHE60-L3-125-S-P2
ACHE60-L3-140-S-P2
ACHE60-L3-175-S-P2
ACHE60-L3-200-S-P2
ACHE60-L3-250-S-P2
ACHE60-L3-300-S-P2
ACHE85-L1-3-S-P2
ACHE85-L1-4-S-P2
ACHE85-L1-5-S-P2
ACHE85-L1-7-S-P2
ACHE85-L1-10-S-P2
ACHE85-L2-12-S-P2
ACHE85-L2-15-S-P2
ACHE85-L2-16-S-P2
ACHE85-L2-20-S-P2
ACHE85-L2-25-S-P2
ACHE85-L2-28-S-P2
ACHE85-L2-35-S-P2
ACHE85-L2-40-S-P2
ACHE85-L2-50-S-P2
ACHE85-L2-70-S-P2
ACHE85-L3-60-S-P2
ACHE85-L3-64-S-P2
ACHE85-L3-75-S-P2
ACHE85-L3-80-S-P2
ACHE85-L3-100-S-P2
ACHE85-L3-125-S-P2
ACHE85-L3-140-S-P2
ACHE85-L3-175-S-P2
ACHE85-L3-200-S-P2
ACHE85-L3-250-S-P2
ACHE85-L3-300-S-P2
常用塑料加工时的切削速度参见表2。表2切削常用塑料的切削用量塑料材切削速进给切削深度量度料(mm)塑料材料切削速度(mm/min)进给量(mm/r)切削深度(mm)聚甲醛12~18.1~.25.12~.5聚酰胺15~18.5~.38.12~.5聚碳酸脂15~3.12~.5.12~.5聚烯烃、聚四氟9~225.5~.25.12~.5聚苯23~3.3~.1-酚醛层压塑料15~6.1~.25-.25~.75玻璃纤维酚醛层压塑料45~6.25-有机玻璃15~8.1~.25-.15~.2进给量和切削深度进给量和切削深度增大时也使切削加工时间缩短,且因改善了散热条件,切削温度和刀具耐用度下降不大,不会使换刀、磨刀等辅助时间明显增加,故可提高生产率。
KSDL47-035-P1伊明EAMON滚焊机专用行星减速机






