IBR115-L1-07-P1-S1激光切割机专用行星减速机
EAMON/伊明牌ADR140系列精密行星齒輪減速機產品優點:
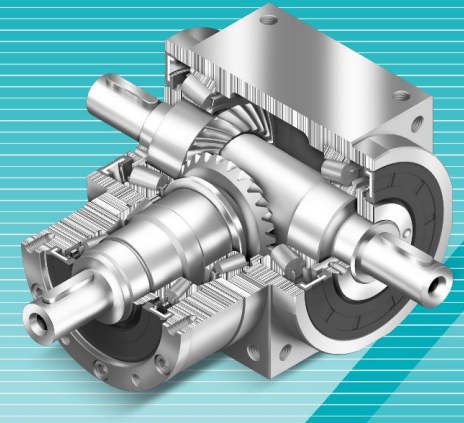
1:本產品為斜齒行星減速機,直角圓盤輸出,輸出軸採用雙軸承支撐,承載扭矩大;
2:解決重複要求高;
3:齒輪淬火硬度達62度,齒面磨齒;
4:表面採用烤漆處理,保證外觀不變色,不生鏽;
5:可配任意品牌的伺服和步進電機;如東元伺服行星減速機;
6: 回程間隙 標準≤5弧分,精密≤3弧分,超精密≤1弧分;
7: 防護等級:IP65;
8: 終身免維護;
速比明細:
單級: 3 4 5 7 10
雙級: 12 15 16 20 25 28 30(次選)35 40 50 70(次選)100(次選)

IBR115-L1-07-P1-S1激光切割机专用行星减速机
同步电机的基本工作原理 励磁绕组通入直流电流后建立恒定磁场,
原动机拖动转子以转速旋转时,其磁场切割定子绕组而感应交流电动势.
获得励磁电流的方法称为励磁方式。目前采用的励磁方式分为两大类:一类是用直流发电机作为励磁电源的直流励磁机励磁系统;另一类是用硅整流装置将交流转化成直流后供给励磁的整流器励磁系统。现说明如下: 1 直流励磁机励磁 直流励磁机通常与同步发电机同轴,采用并励或者他励接法。采用他励接法时,励磁机的励磁电流由另一台被称为副励磁机的同轴的直流发电机供给。
IBR115-L1-07-P1-S1激光切割机专用行星减速机
AF60-L1-P1-S2-14-50-70-M5
AF60-L2-P1-S2-14-50-70-M5
AF60-L1-P1-S2-14-50-70-M4
AF60-L2-P1-S2-14-50-70-M4
AF90-L1-P1-S2-19-70-90-M5
AF90-L2-P1-S2-19-70-90-M5
AF90-L1-P1-S2-19-70-90-M6
AF90-L2-P1-S2-19-70-90-M6
AF90-L1-P1-S2-19-80-100-M6
AF90-L2-P1-S2-19-80-100-M6
AF115-L1-P1-S2-19-80-100-M6
AF115-L2-P1-S2-19-80-100-M6
AF115-L1-P1-S2-19-95-115-M8
AF115-L2-P1-S2-19-95-115-M8
AF115-L1-P1-S2-22-110-145-M8
AF115-L2-P1-S2-22-110-145-M8
AF115-L1-P1-S2-24-110-145-M8
AF115-L2-P1-S2-24-110-145-M8
AF115-L1-P1-S2-24-95-115-M8
AF115-L2-P1-S2-24-95-115-M8
AF120-L1-P1-S2-19-80-100-M6
AF120-L2-P1-S2-19-80-100-M6
AF120-L1-P1-S2-19-95-115-M8
AF120-L2-P1-S2-19-95-115-M8
AF120-L1-P1-S2-22-110-145-M8
AF120-L2-P1-S2-22-110-145-M8
AF120-L1-P1-S2-24-110-145-M8
AF120-L2-P1-S2-24-110-145-M8
AF120-L1-P1-S2-24-95-115-M8
AF120-L2-P1-S2-24-95-115-M8
AF140-L1-P1-S2-24-110-145-M8
AF140-L2-P1-S2-24-110-145-M8
AF140-L1-P1-S2-35-114.3-200-M12
AF140-L2-P1-S2-35-114.3-200-M12
AF140-L1-P1-S2-32-130-165-M10
AF140-L2-P1-S2-32-130-165-M10
AF140-L1-P1-S2-38-180-215-M12
AF140-L2-P1-S2-38-180-215-M12
AF142-L1-P1-S2-24-110-145-M8
AF142-L2-P1-S2-24-110-145-M8
AF142-L1-P1-S2-35-114.3-200-M12
AF142-L2-P1-S2-35-114.3-200-M12
AF142-L1-P1-S2-32-130-165-M10
AF142-L2-P1-S2-32-130-165-M10
AF142-L1-P1-S2-38-180-215-M12
AF142-L2-P1-S2-38-180-215-M12
AF160-L1-P1-S2-24-110-145-M8
AF160-L2-P1-S2-24-110-145-M8
AF160-L1-P1-S2-35-114.3-200-M12
AF160-L2-P1-S2-35-114.3-200-M12
AF160-L1-P1-S2-32-130-165-M10
AF160-L2-P1-S2-32-130-165-M10
AF160-L1-P1-S2-38-180-215-M12
AF160-L2-P1-S2-38-180-215-M12
AF180-L1-P1-S2-35-114.3-200-M12
AF180-L2-P1-S2-35-114.3-200-M12
AF180-L1-P1-S2-38-180-215-M12
AF180-L2-P1-S2-38-180-215-M12
AF180-L1-P1-S2-42-114.3-200-M12
AF180-L2-P1-S2-42-114.3-200-M12
AF180-L1-P1-S2-32-130-165-M10
AF180-L2-P1-S2-32-130-165-M10
AF180-L1-P1-S2-55-114.3-200-M12
AF180-L2-P1-S2-55-114.3-200-M12

用过的油漆桶应该尽快盖上盖子,防止油漆分解或变干。喷涂喷涂时,喷枪应该距离被喷涂面58英寸(12-2厘米)压下扳机,废料上测试一下喷涂出的痕迹是否正常。刚喷出的漆应该看起来是湿的而水基涂料看起来应该是半干的喷枪应该始终与被喷涂面保持垂直,并平行于喷涂面移动,坚持喷嘴距离被喷涂面的距离恒定。喷漆移动不应成弧形,以免每次喷涂痕迹重叠不均匀。每次喷涂的痕迹应该与上次的重叠三分之一。喷枪移动速度应该适当,过慢会让油漆聚集过多,过快则会让干燥后的漆面显得十分粗糙。
IBR115-L1-07-P1-S1激光切割机专用行星减速机






