PARJ060-080-S1-P2江阴精密行星减速机
EAMON/伊明牌HPLR系列方法蘭行星減速機
規格:直角型
減速機型:HP(直齒行星減速機)
連接口:L(方形法蘭)
減速機體型:R(90°直角輸出)
框號:42、50、60、70、80、90、120、140、160、200、215
減速比:單段=3-10;雙段=9-100
出力軸鍵槽:S(標準品,帶鍵槽)、S1(實心軸,無鍵槽)、T(特殊)
峰值轉矩:14NM-2000NM

PARJ060-080-S1-P2江阴精密行星减速机
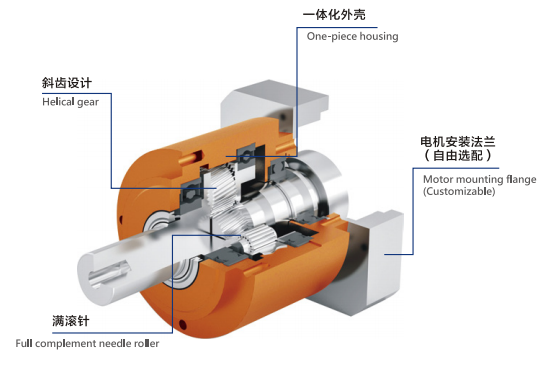
行星减速机主要结构特点简介?行星减速机不同心断轴解决方法有哪些?
行星减速机不同心断轴解决方法
当驱动电机和减速机间装配同心度保证得较好时,驱动电机输出轴所承受的仅仅是转动力(扭矩),运转时也会很平顺,没有脉动感。而在不同心时,驱动电机输出轴还要承受来自于减速机输入端的径向力(弯矩)。
这个径向力的作用将会使驱动电机输出轴被迫弯曲,而且弯曲的方向会随着输出轴转动不断变化。如果同心度的误差较大时,该径向力使电机输出轴局部温度升高,其金属结构不断被破坏,最终将导致驱动电机输出轴因局部疲劳而折断。两者同心度的误差越大时,驱动电机输出轴折断的时间越短。
PARJ060-080-S1-P2江阴精密行星减速机
MB90-L1-A22-19-70-90-M6
MB90-L2-A22-19-70-90-M6
MB90-L1-A22-19-70-90-M5
MB90-L2-A22-19-70-90-M5
MB090-L1-A22-19-70-90-M6
MB090-L2-A22-19-70-90-M6
MB090-L1-A22-19-70-90-M5
MB090-L2-A22-19-70-90-M5
MB090-L1-A22-19-95-115-M8
MB090-L2-A22-19-95-115-M8
MB090-L1-A22-14-50-70-M5
MB090-L2-A22-14-50-70-M5
MB090-L1-A22-12.7-73-98.43-M5
MB090-L2-A22-12.7-73-98.43-M5
MB090-L1-A22-22-110-145-M8
MB090-L2-A22-22-110-145-M8
MB60-L1-A16-14-50-70-M4
MB60-L2-A16-14-50-70-M4
MB60-L1-A16-14-50-70-M5
MB60-L2-A16-14-50-70-M5
MB60-L1-A16-16-80-100-M6
MB60-L2-A16-16-80-100-M6
MB60-L1-A16-8-38.1-66.66-M5
MB60-L2-A16-8-38.1-66.66-M5
MB060-L1-A16-14-50-70-M4
MB060-L2-A16-14-50-70-M4
MB060-L1-A16-14-50-70-M5
MB060-L2-A16-14-50-70-M5
MB060-L1-A16-16-80-100-M6
MB060-L2-A16-16-80-100-M6
MB060-L1-A16-8-38.1-66.66-M5
MB060-L2-A16-8-38.1-66.66-M5
MB90-L1-A22-19-95-115-M8
MB90-L2-A22-19-95-115-M8
MB90-L1-A22-14-50-70-M5
MB90-L2-A22-14-50-70-M5
MB90-L1-A22-12.7-73-98.43-M5
MB90-L2-A22-12.7-73-98.43-M5
MB90-L1-A22-22-110-145-M8
MB90-L2-A22-22-110-145-M8
MB115-L1-A32-19-70-90-M6
MB115-L2-A32-19-70-90-M6
MB115-L1-A32-19-80-100-M6
MB115-L2-A32-19-80-100-M6
MB115-L1-A32-22-110-145-M8
MB115-L2-A32-22-110-145-M8
MB115-L1-A32-24-110-145-M8
MB115-L2-A32-24-110-145-M8
MB115-L1-A32-24-95-115-M6
MB115-L2-A32-24-95-115-M6
MB115-L1-A32-19-70-90-M5
MB115-L2-A32-19-70-90-M5
MB115-L1-A32-19-95-115-M8
MB115-L2-A32-19-95-115-M8
MB142-L1-A40-24-110-145-M8
MB142-L2-A40-24-110-145-M8
MB142-L1-A40-32-130-165-M10
MB142-L2-A40-32-130-165-M10
MB142-L1-A40-35-114.3-200-M12
MB142-L2-A40-35-114.3-200-M12
MB142-L1-A40-38-180-215-M12
MB142-L2-A40-38-180-215-M12
MB142-L1-A40-22-110-145-M8
MB142-L2-A40-22-110-145-M8
木塑复合材料挤出工艺的加工方式表面上与塑料加工方式基本一样,主要设备似乎也大致相同,但实质上差别很大。目前可用于木塑复合材料挤出成型的设备主要有双螺杆挤出机和单螺杆挤出机。单螺杆挤出机通常是完成物料的输送和塑化任务。传统单螺杆挤出机在木塑复合材料挤出中受到较大的限制,所以需要对螺杆进行特殊的设计,使之具有较强的原料输送和混炼塑化能力,从而达到在挤出之前就完成对物料的混炼制粒工艺。双螺杆挤出机依靠正位移原理输送和加工物料,它又可分为平行双螺杆挤出机和锥型双螺杆挤出机。
PARJ060-080-S1-P2江阴精密行星减速机






