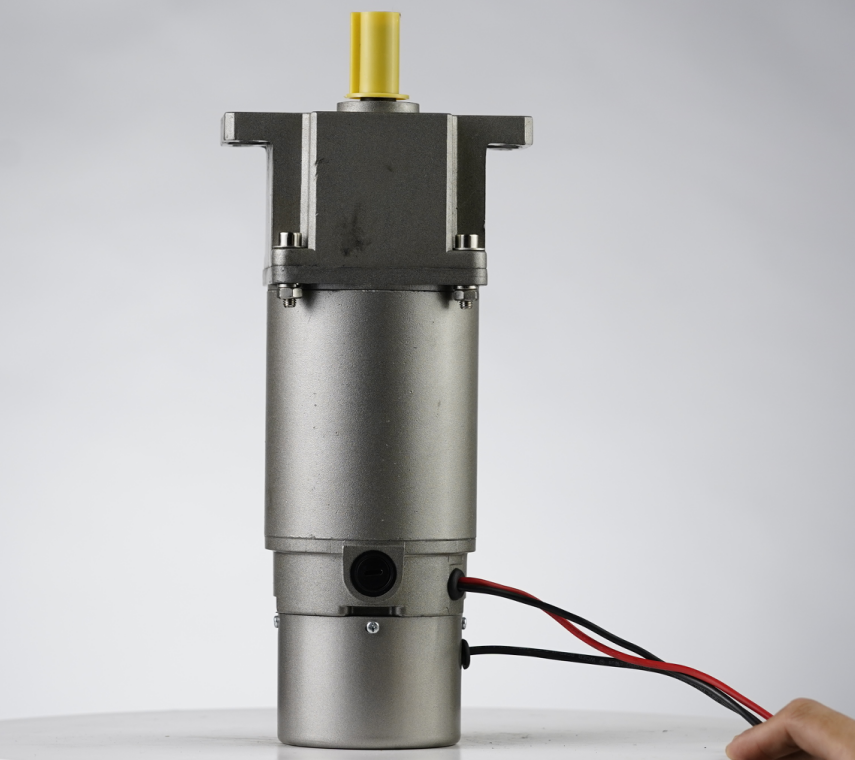
安德乡0.2kW减速电机F370Y38L-120V稳定
若使用时间很长,烙铁头已经发生氧化时,要用小锉刀轻锉去表面的氧化层,在露出紫铜的光亮后用与新烙铁头镀锡一样的方法进行处理。电烙铁插头使用三线插头,要使外壳妥善接地。使用前应认真检查电源插头和电源线有无损坏,烙铁头是否松动。电烙铁在使用过程中严禁任意敲击,烙铁头上焊锡过多时,可用布擦掉。焊接过程中,电烙铁不能到处乱放,不焊接时应放在烙铁架上。电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故。使用电烙铁时,若温度太低则熔化不了焊锡,或者使焊点未完全熔化而不好看或焊不牢,温度太高又会使烙铁烧死。另外也要控制好焊接的时间,电烙铁停留的时间太短,焊锡不易完全熔化、接触,易形成虚焊,而焊接时间太长,又容易损坏元器件或使印制电路板的铜箔翘起。一般1~2s内要焊好一个焊点,若没完成,应等一会儿再焊一次。焊接时电烙铁不能移动,要先选好接触焊点的位置,再用烙铁头的烫锡面去接触焊点。使用结束后,应及时切断电源,冷却后再将电烙铁收回工具箱。阀门及配管的法兰面应无损伤、划痕等、并保持清洁。特别是采用金属垫圈的时候,法兰盘的切槽应与垫圈相吻合,要涂上红丹进行配研,以确保其密封状态良好。配管上的法兰面与配管中心线的垂直度及法兰螺栓孔的误差应在允许值的范围内。阀门和配管中心线要取得一致后,在进行安装。连接两个法兰时,首先要使法兰密封面与垫片均匀压紧,由此保证靠同等的螺栓应力对法兰进行连接。在紧固螺栓时,要使用与螺母相匹配的扳手,当使用油压,风动工具进行紧固时,注意不要超过规定的力矩。
安德乡0.2kW减速电机F370Y38L-120V稳定
2.微型减速电机制造工艺技术面微型减速电机专业制造工艺包括铁心制造、绕组制造、塑料件制造、表面涂覆、绝缘与装配等。还大量用到机械加工、粉末压制、电子线路、电加工、焊接、精密冲压、冷挤压、梢密测试等生产技术。要求发展专用生产设备,合理组织专业化生产.特别一些比较好的生产工艺,如模具制造、铸造、塑料件制造等。3.微型减速电机作为系统元件,要求可靠性和尺寸精度高即要求电机的磁路对称。电路平衡,定、转子同轴度误差小,定、转子冲片梢分度误差和累计误差小到几个角分,配合尺寸精度一般要达到1T5-'-1T6级,零部件的形位误差小,适于采用高情度自动化加工设备和自动检测系统,以保证零部件加工的精度和一致性。4.新原理、新结构的微型减速电机不断涌现,要求工艺方法不断更新.工艺技术不断提高随着新结构的不断涌现和产品系列化、零部件通用化程度的提高,必须不断开辟新工艺的研究与应用。如采用少切削、无切削工艺。包括粉末冶金、精冲、冷挤压、卷焊、印刷电路和机械化自动化加工、作业等。
安德乡0.2kW减速电机F370Y38L-120V稳定

安德乡0.2kW减速电机F370Y38L-120V稳定
MAB140-L1-3-P1-32-130-M10
MAB140-L1-4-P1-32-130-M10
MAB140-L1-5-P1-32-130-M10
MAB140-L1-7-P1-32-130-M10
MAB140-L1-10-P1-32-130-M10
MAB140-L2-15-P1-32-130-M10
MAB140-L2-16-P1-32-130-M10
MAB140-L2-20-P1-32-130-M10
MAB140-L2-25-P1-32-130-M10
MAB140-L2-28-P1-32-130-M10
MAB140-L2-30-P1-32-130-M10
MAB140-L2-35-P1-32-130-M10
MAB140-L2-40-P1-32-130-M10
MAB140-L2-50-P1-32-130-M10
MAB140-L2-70-P1-32-130-M10
MAB140-L2-100-P1-32-130-M10
MAB140-L1-3-P1-35-114.3-M12
MAB140-L1-4-P1-35-114.3-M12
MAB140-L1-5-P1-35-114.3-M12
MAB140-L1-7-P1-35-114.3-M12
MAB140-L1-10-P1-35-114.3-M12
MAB140-L2-15-P1-35-114.3-M12
MAB140-L2-16-P1-35-114.3-M12
MAB140-L2-20-P1-35-114.3-M12
MAB140-L2-25-P1-35-114.3-M12
MAB140-L2-28-P1-35-114.3-M12
MAB140-L2-30-P1-35-114.3-M12
MAB140-L2-35-P1-35-114.3-M12
MAB140-L2-40-P1-35-114.3-M12
MAB140-L2-50-P1-35-114.3-M12
MAB140-L2-70-P1-35-114.3-M12
MAB140-L2-100-P1-35-114.3-M12

安德乡0.2kW减速电机F370Y38L-120V稳定
数控机床主旋转运动无需丝杠或其他直线运动的机构,机床的主轴驱动与进给驱动有很大的差别。早年的数控机床多采用直流主轴驱动系统,但由于直流电动机的换向限制,大多数系统恒功率调速范围都非常小。随着微处理器技术和大功率晶体管技术的发展,2世纪8年代初期开始,数控机床的主轴驱动应用了交流主轴驱动系统。目前,新生产的数控机床基本都采用交流主轴驱动系统,交流主轴驱动系统将完全取代直流主轴驱动系统。这是因为交流电动机不像直流电动机那样在高转速和大容量方面受到限制,而且交流主轴驱动系统的性能已达到直流驱动系统的水平,甚至在噪声方面还有所降低,价格也比直流主轴驱动系统低。






