HAR090-035-S1-P2涂镀层测厚仪专用行星减速机
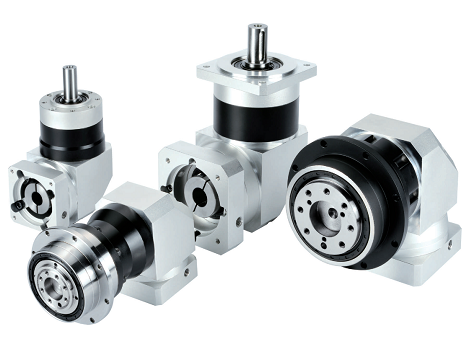
EAMON/伊明牌PZF120系列精密直角型行星減速機
方形法蘭輸出直角型;
輸入與輸出90°安裝,變通安裝空間;
精密直齒型,單懸臂結構;
高精度,精度範圍:5-12arcmin;
安裝尺寸標準化,應用範圍廣;
適配電機功率:750W、1500W、2000W伺服電機,110、130步進電機等
適用於任何廠商所製造的驅動產品連接,如:松下、安川、三菱、富士、三洋、發那科、西門子、施耐德、科爾摩根、東元、台達、匯川、禾川、信捷等交流伺服電機、直流伺服電機、步進電機的減速傳動。

HAR090-035-S1-P2涂镀层测厚仪专用行星减速机
4、什么是伺服电机?伺服电动机又称执行电动机,在自动控制系统中,用作执行元件,把所收到的电信号转换成电动机轴上的角位移或角速度输出。分为直流和交流伺服电动机两大类,其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降,直流电机------指使用直流电源的动力电机。 步进电机------以多相脉冲驱动,以步距角为单位跳步转动的电机。 伺服电机------控制用的电机。分交流和直流两种,转向可逆,也可带减速机构。 步进电机和伺服电机的区别在于: 1、控制精度不同。步进电机的相数和拍数越多,它的度就越高,伺服电机取块于自带的编码器,编码器的刻度越多,精度就越高。 2、控制方式不同;一个是开环控制,一个是闭环控制。 3、低频特性不同;步进电机在低速时易出现低频振动现象,当它工作在低速时一般采用阻尼技术或细分技术来克服低频振动现象,伺服电机运转非常平稳,即使在低速时也不会出现振动现象。

HAR090-035-S1-P2涂镀层测厚仪专用行星减速机
AB115L1-3-P2-S2-19-45-95-115-M6
AB115L1-4-P2-S2-19-45-95-115-M6
AB115L1-5-P2-S2-19-45-95-115-M6
AB115L1-6-P2-S2-19-45-95-115-M6
AB115L1-7-P2-S2-19-45-95-115-M6
AB115L1-8-P2-S2-19-45-95-115-M6
AB115L1-10-P2-S2-19-45-95-115-M6
AB115L2-12-P2-S2-19-45-95-115-M6
AB115L2-15-P2-S2-19-45-95-115-M6
AB115L2-16-P2-S2-19-45-95-115-M6
AB115L2-20-P2-S2-19-45-95-115-M6
AB115L2-25-P2-S2-19-45-95-115-M6
AB115L2-28-P2-S2-19-45-95-115-M6
AB115L2-30-P2-S2-19-45-95-115-M6
AB115L2-35-P2-S2-19-45-95-115-M6
AB115L2-40-P2-S2-19-45-95-115-M6
AB115L2-50-P2-S2-19-45-95-115-M6
AB115L2-70-P2-S2-19-45-95-115-M6
AB115L2-100-P2-S2-19-45-95-115-M6
AB142L1-3-P2-S2-35-79-114.3-200-M12
AB142L1-4-P2-S2-35-79-114.3-200-M12
AB142L1-5-P2-S2-35-79-114.3-200-M12
AB142L1-6-P2-S2-35-79-114.3-200-M12
AB142L1-7-P2-S2-35-79-114.3-200-M12
AB142L1-8-P2-S2-35-79-114.3-200-M12
AB142L1-10-P2-S2-35-79-114.3-200-M12
AB142L2-12-P2-S2-35-79-114.3-200-M12
AB142L2-15-P2-S2-35-79-114.3-200-M12
AB142L2-16-P2-S2-35-79-114.3-200-M12
AB142L2-20-P2-S2-35-79-114.3-200-M12
AB142L2-25-P2-S2-35-79-114.3-200-M12
AB142L2-28-P2-S2-35-79-114.3-200-M12
AB142L2-30-P2-S2-35-79-114.3-200-M12
AB142L2-35-P2-S2-35-79-114.3-200-M12
AB142L2-40-P2-S2-35-79-114.3-200-M12
AB142L2-50-P2-S2-35-79-114.3-200-M12
AB142L2-70-P2-S2-35-79-114.3-200-M12
AB142L2-100-P2-S2-35-79-114.3-200-M12
用CVD金刚石涂层刀具切削SiCp/Al,测量了不同切削条件下的切削温度,得出切削速度是影响切削温度的主要因素,并用ANSYS进行仿真验证,和试验结果取得了较好的一致性。边卫亮等[31]在综合考虑铣削速度、每齿进给量、径向切宽和增强相体分比等因素的基础上建立了PCD刀具高速铣削SiCp/29Al复合材料切削力预测模型,该模型对铣削力的预测精度较高。卢接驰等[32]采用嵌埋人工热电偶的方法对SiCp/Al复合材料进行车削试验,研究了各切削参数对前、后刀面的影响,对比了4种冷却条件(干式切削、压缩空气风冷、油液浇注和MQL)下的切削温度。条件下刀具温度由高到低依次为:干切、风冷、油冷、MQL,干切条件下前刀面温度低于后刀面。葛英飞等[33-34]采用PCD刀具高速铣SiCp/29Al复合材料开展了切削力和切削温度的研究,刀具磨损初期时的动态铣削力,径向力Fy的峰值已经超过13N,切削振动较剧烈。研究表明,切削力随着切削速度的增加而减小,切削力随着进给速度的增大或切深的减小而增大;高的增强相体分比和小的增强相尺寸具有较大的切削力;T6热处理可显著增加切削力;使用切削液可大大减小切削力。
HAR090-035-S1-P2涂镀层测厚仪专用行星减速机






