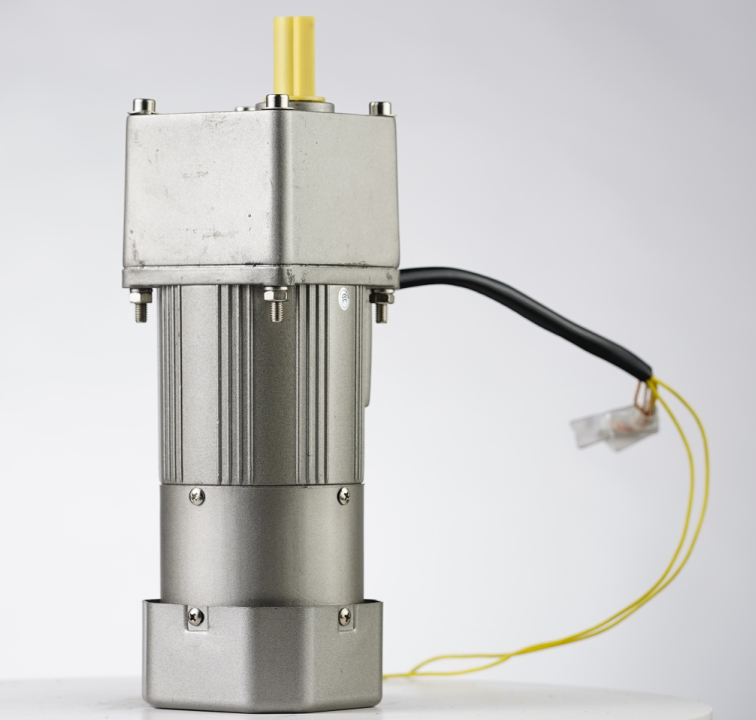
毛藏乡明椿交流减速电机MCN1/2HP电机CL28040噪声低

厦门伊诗图电气有限公司
中国 厦门
产品属性
图文详情
品牌推荐
品牌
EASTOUR/伊诗图
型号
2IK-5IK
结构类型
其他
适用范围
工业用
励磁方式
他励式
机壳保护方式
防护式
加工定制
加工定制
额定功率
6-400W
额定电压
24-380V
额定转矩
1.0-15.9Nm
额定转速
90-3000r/minr/min
额定电流
0.4-10.3AA
效率
95%%
绝缘等级
666
防护等级
IP65
产品认证
888
外形尺寸
20*60*80mm
重量
8.5KGKg
直流电压
DC24V
交期电压
AC220-380V
直流功率
20W-400W
交流功率
6W-135W
减速比
1:3-1:360
毛藏乡明椿交流减速电机MCN1/2HP电机CL28040噪声低
重复此进程,即能够极好的紧固板式换热器上的螺丝,做出一台合格的商品。警告1.警告原厂零件替换破旧的零件。不要超过设备的额定负荷(7Mp3.使用液压扳手时不得超过其允许的扭矩。在系统中使用压力表以显示操作负载。压力表是系统内发生情况的窗口。不正确的连接会导致故障及危险。连接前保持快速接头清洁,使用后旋上防尘帽。为避免人身伤害及可能的设备损坏,要确保每一个液压元件能够承受7Mpa的压力。使用中应避免液压油管严重弯曲和缠绕。使用弯曲或缠绕的油管将产生过大的背压。不要将重物掉到或压在油管上。严重冲击可引起油管内部金属线的损坏,加压时被损坏的油管可能破裂。为避免损坏设备及人身伤害,不得去掉扳手体上的护板,不得改动扳手及附件,不得改变旋转接头上的安全阀。总结:以上就是整理的最详尽的液压扳手的使用方法和使用过程中注意的一些事项,还希望大家在用用液压扳手之前能够熟悉上面的内容,这样才能达到安全作业、作业的目的。
毛藏乡明椿交流减速电机MCN1/2HP电机CL28040噪声低
2.润滑油的使用
为确保减速机正常运转,必须正确使用润滑油。①保证加油器的清洁干净,严格避免杂质等污染物浸入油箱,防止漏水、漏油和混油现象的发生。②润滑油的添加量适当,加油操作严格按照相关说明书的指示逐步进行。再有,要对减速机的润滑油进行定期的更换。③尽可能使润滑油在稳定、适宜的环境条件下工作,工作时的油温一般≤80 ℃,尽量减少环境对润滑油的影响。
另外,根据不同用途、不同型号减速机的工作情况合理选用润滑油,不但可以保证润滑系统的稳定运行,还可以降低润滑成本。例如,型号为 BH-180 的齿轮减速机,功率 2000 P/kW,输入转速 990 r/min,输出转速 109 r/min。根据齿面接触应力可知该型号减速机应选用负荷型润滑油,按说明书要求选用粘度级在ISOVG320 至 DIN51519 之间的润滑油。因此可选择国产的 320中负荷工业闭式齿轮油 , 其黏度等级为320 (相 当 于ISOVG320),完全可以满足减速机对润滑油的要求,能够保证FZG 齿轮试验机试验通过级≥12,确保该齿轮减速机的正常运行。
毛藏乡明椿交流减速电机MCN1/2HP电机CL28040噪声低

毛藏乡明椿交流减速电机MCN1/2HP电机CL28040噪声低
MKT-140-4-F3-38JA32
MKT-140-5-F3-38JA32
MKT-140-6-F3-38JA32
MKT-140-7-F3-38JA32
MKT-140-8-F3-38JA32
MKT-140-10-F3-38JA32
MKT-140-16-F3-38JA32
MKT-140-20-F3-38JA32
MKT-140-25-F3-38JA32
MKT-140-28-F3-38JA32
MKT-140-35-F3-38JA32
MKT-140-40-F3-38JA32
MKT-140-50-F3-38JA32
MKT-140-60-F3-38JA32
MKT-140-70-F3-38JA32
MKT-140-80-F3-38JA32
MKT-140-100-F3-38JA32
MKT-140-4-F3-28FE24
MKT-140-5-F3-28FE24
MKT-140-6-F3-28FE24
MKT-140-7-F3-28FE24
MKT-140-8-F3-28FE24
MKT-140-10-F3-28FE24
MKT-140-16-F3-28FE24
MKT-140-20-F3-28FE24
MKT-140-25-F3-28FE24
MKT-140-28-F3-28FE24
MKT-140-35-F3-28FE24
MKT-140-40-F3-28FE24
MKT-140-50-F3-28FE24
MKT-140-60-F3-28FE24
MKT-140-70-F3-28FE24
MKT-140-80-F3-28FE24
MKT-140-100-F3-28FE24

毛藏乡明椿交流减速电机MCN1/2HP电机CL28040噪声低
切削技术发展应用决定于机床刀具技术进步,其刀具材料进步起决定性作用。研究表明,高速切削时,随着切削速度提高,切削力减小,切削温度上升很高,达到一定值后上升逐渐趋缓。造成刀具损坏最主要原因切削力切削温度作用下机械摩擦、粘结、化学磨损、崩刃、破碎以及塑性变形等磨损破损,因此高速切削刀具材料最主要要求高温时力学性能、热物理性能、抗粘结性能、化学稳定性(氧化性、扩散性、溶解度等)抗热震性能以及抗涂层破裂性能等。
CV100-3-S-B-G4-DL-V6
CV100-5-S-B-G4-DL-V6
CV100-10-S-B-G4-DL-V6
CV100-15-S-B-G4-DL-V6
CV100-20-S-B-G4-DL-V6
CV100-25-S-B-G4-DL-V6
CV100-30-S-B-G4-DL-V6
CV100-40-S-B-G4-DL-V6
CV100-45-S-B-G4-DL-V6
CV100-50-S-B-G4-DL-V6
CV100-60-S-B-G4-DL-V6
CV100-70-S-B-G4-DL-V6
CV100-80-S-B-G4-DL-V6
CV100-90-S-B-G4-DL-V6
CV100-100-S-B-G4-DL-V6
CV100-120-S-B-G4-DL-V6
CV100-140-S-B-G4-DL-V6
CV100-160-S-B-G4-DL-V6
CV100-180-S-B-G4-DL-V6
CV100-200-S-B-G4-DL-V6
CV200-3-S-B-G4-DL-V6
CV200-5-S-B-G4-DL-V6
CV200-10-S-B-G4-DL-V6
CV200-15-S-B-G4-DL-V6
CV200-20-S-B-G4-DL-V6
CV200-25-S-B-G4-DL-V6
CV200-30-S-B-G4-DL-V6
CV200-40-S-B-G4-DL-V6
CV200-45-S-B-G4-DL-V6
CV200-50-S-B-G4-DL-V6
CV200-60-S-B-G4-DL-V6
CV200-70-S-B-G4-DL-V6
CV200-80-S-B-G4-DL-V6
CV200-90-S-B-G4-DL-V6
CV200-100-S-B-G4-DL-V6
CV200-120-S-B-G4-DL-V6
CV200-140-S-B-G4-DL-V6
CV200-160-S-B-G4-DL-V6
CV200-180-S-B-G4-DL-V6
CV200-200-S-B-G4-DL-V6
CV400-3-S-B-G4-DL-V6
CV400-5-S-B-G4-DL-V6
CV400-10-S-B-G4-DL-V6
CV400-15-S-B-G4-DL-V6
CV400-20-S-B-G4-DL-V6
CV400-25-S-B-G4-DL-V6
CV400-30-S-B-G4-DL-V6
CV400-40-S-B-G4-DL-V6
CV400-45-S-B-G4-DL-V6
CV400-50-S-B-G4-DL-V6
CV400-60-S-B-G4-DL-V6
CV400-70-S-B-G4-DL-V6
CV400-80-S-B-G4-DL-V6
CV400-90-S-B-G4-DL-V6
CV400-100-S-B-G4-DL-V6
CV400-120-S-B-G4-DL-V6
CV400-140-S-B-G4-DL-V6
CV400-160-S-B-G4-DL-V6
CV400-180-S-B-G4-DL-V6
CV400-200-S-B-G4-DL-V6
CV750-3-S-B-G4-DL-V6
CV750-5-S-B-G4-DL-V6
CV750-10-S-B-G4-DL-V6
CV750-15-S-B-G4-DL-V6
CV750-20-S-B-G4-DL-V6
CV750-25-S-B-G4-DL-V6
CV750-30-S-B-G4-DL-V6
CV750-40-S-B-G4-DL-V6
CV750-45-S-B-G4-DL-V6
CV750-50-S-B-G4-DL-V6
CV750-60-S-B-G4-DL-V6
CV750-70-S-B-G4-DL-V6
CV750-80-S-B-G4-DL-V6
CV750-90-S-B-G4-DL-V6
CV750-100-S-B-G4-DL-V6
CV750-120-S-B-G4-DL-V6
CV750-140-S-B-G4-DL-V6
CV750-160-S-B-G4-DL-V6
CV750-180-S-B-G4-DL-V6
CV750-200-S-B-G4-DL-V6
重复此进程,即能够极好的紧固板式换热器上的螺丝,做出一台合格的商品。警告1.警告原厂零件替换破旧的零件。不要超过设备的额定负荷(7Mp3.使用液压扳手时不得超过其允许的扭矩。在系统中使用压力表以显示操作负载。压力表是系统内发生情况的窗口。不正确的连接会导致故障及危险。连接前保持快速接头清洁,使用后旋上防尘帽。为避免人身伤害及可能的设备损坏,要确保每一个液压元件能够承受7Mpa的压力。使用中应避免液压油管严重弯曲和缠绕。使用弯曲或缠绕的油管将产生过大的背压。不要将重物掉到或压在油管上。严重冲击可引起油管内部金属线的损坏,加压时被损坏的油管可能破裂。为避免损坏设备及人身伤害,不得去掉扳手体上的护板,不得改动扳手及附件,不得改变旋转接头上的安全阀。总结:以上就是整理的最详尽的液压扳手的使用方法和使用过程中注意的一些事项,还希望大家在用用液压扳手之前能够熟悉上面的内容,这样才能达到安全作业、作业的目的。
毛藏乡明椿交流减速电机MCN1/2HP电机CL28040噪声低
2.润滑油的使用
为确保减速机正常运转,必须正确使用润滑油。①保证加油器的清洁干净,严格避免杂质等污染物浸入油箱,防止漏水、漏油和混油现象的发生。②润滑油的添加量适当,加油操作严格按照相关说明书的指示逐步进行。再有,要对减速机的润滑油进行定期的更换。③尽可能使润滑油在稳定、适宜的环境条件下工作,工作时的油温一般≤80 ℃,尽量减少环境对润滑油的影响。
另外,根据不同用途、不同型号减速机的工作情况合理选用润滑油,不但可以保证润滑系统的稳定运行,还可以降低润滑成本。例如,型号为 BH-180 的齿轮减速机,功率 2000 P/kW,输入转速 990 r/min,输出转速 109 r/min。根据齿面接触应力可知该型号减速机应选用负荷型润滑油,按说明书要求选用粘度级在ISOVG320 至 DIN51519 之间的润滑油。因此可选择国产的 320中负荷工业闭式齿轮油 , 其黏度等级为320 (相 当 于ISOVG320),完全可以满足减速机对润滑油的要求,能够保证FZG 齿轮试验机试验通过级≥12,确保该齿轮减速机的正常运行。
毛藏乡明椿交流减速电机MCN1/2HP电机CL28040噪声低
毛藏乡明椿交流减速电机MCN1/2HP电机CL28040噪声低
MKT-140-4-F3-38JA32
MKT-140-5-F3-38JA32
MKT-140-6-F3-38JA32
MKT-140-7-F3-38JA32
MKT-140-8-F3-38JA32
MKT-140-10-F3-38JA32
MKT-140-16-F3-38JA32
MKT-140-20-F3-38JA32
MKT-140-25-F3-38JA32
MKT-140-28-F3-38JA32
MKT-140-35-F3-38JA32
MKT-140-40-F3-38JA32
MKT-140-50-F3-38JA32
MKT-140-60-F3-38JA32
MKT-140-70-F3-38JA32
MKT-140-80-F3-38JA32
MKT-140-100-F3-38JA32
MKT-140-4-F3-28FE24
MKT-140-5-F3-28FE24
MKT-140-6-F3-28FE24
MKT-140-7-F3-28FE24
MKT-140-8-F3-28FE24
MKT-140-10-F3-28FE24
MKT-140-16-F3-28FE24
MKT-140-20-F3-28FE24
MKT-140-25-F3-28FE24
MKT-140-28-F3-28FE24
MKT-140-35-F3-28FE24
MKT-140-40-F3-28FE24
MKT-140-50-F3-28FE24
MKT-140-60-F3-28FE24
MKT-140-70-F3-28FE24
MKT-140-80-F3-28FE24
MKT-140-100-F3-28FE24
毛藏乡明椿交流减速电机MCN1/2HP电机CL28040噪声低
切削技术发展应用决定于机床刀具技术进步,其刀具材料进步起决定性作用。研究表明,高速切削时,随着切削速度提高,切削力减小,切削温度上升很高,达到一定值后上升逐渐趋缓。造成刀具损坏最主要原因切削力切削温度作用下机械摩擦、粘结、化学磨损、崩刃、破碎以及塑性变形等磨损破损,因此高速切削刀具材料最主要要求高温时力学性能、热物理性能、抗粘结性能、化学稳定性(氧化性、扩散性、溶解度等)抗热震性能以及抗涂层破裂性能等。
CV100-3-S-B-G4-DL-V6
CV100-5-S-B-G4-DL-V6
CV100-10-S-B-G4-DL-V6
CV100-15-S-B-G4-DL-V6
CV100-20-S-B-G4-DL-V6
CV100-25-S-B-G4-DL-V6
CV100-30-S-B-G4-DL-V6
CV100-40-S-B-G4-DL-V6
CV100-45-S-B-G4-DL-V6
CV100-50-S-B-G4-DL-V6
CV100-60-S-B-G4-DL-V6
CV100-70-S-B-G4-DL-V6
CV100-80-S-B-G4-DL-V6
CV100-90-S-B-G4-DL-V6
CV100-100-S-B-G4-DL-V6
CV100-120-S-B-G4-DL-V6
CV100-140-S-B-G4-DL-V6
CV100-160-S-B-G4-DL-V6
CV100-180-S-B-G4-DL-V6
CV100-200-S-B-G4-DL-V6
CV200-3-S-B-G4-DL-V6
CV200-5-S-B-G4-DL-V6
CV200-10-S-B-G4-DL-V6
CV200-15-S-B-G4-DL-V6
CV200-20-S-B-G4-DL-V6
CV200-25-S-B-G4-DL-V6
CV200-30-S-B-G4-DL-V6
CV200-40-S-B-G4-DL-V6
CV200-45-S-B-G4-DL-V6
CV200-50-S-B-G4-DL-V6
CV200-60-S-B-G4-DL-V6
CV200-70-S-B-G4-DL-V6
CV200-80-S-B-G4-DL-V6
CV200-90-S-B-G4-DL-V6
CV200-100-S-B-G4-DL-V6
CV200-120-S-B-G4-DL-V6
CV200-140-S-B-G4-DL-V6
CV200-160-S-B-G4-DL-V6
CV200-180-S-B-G4-DL-V6
CV200-200-S-B-G4-DL-V6
CV400-3-S-B-G4-DL-V6
CV400-5-S-B-G4-DL-V6
CV400-10-S-B-G4-DL-V6
CV400-15-S-B-G4-DL-V6
CV400-20-S-B-G4-DL-V6
CV400-25-S-B-G4-DL-V6
CV400-30-S-B-G4-DL-V6
CV400-40-S-B-G4-DL-V6
CV400-45-S-B-G4-DL-V6
CV400-50-S-B-G4-DL-V6
CV400-60-S-B-G4-DL-V6
CV400-70-S-B-G4-DL-V6
CV400-80-S-B-G4-DL-V6
CV400-90-S-B-G4-DL-V6
CV400-100-S-B-G4-DL-V6
CV400-120-S-B-G4-DL-V6
CV400-140-S-B-G4-DL-V6
CV400-160-S-B-G4-DL-V6
CV400-180-S-B-G4-DL-V6
CV400-200-S-B-G4-DL-V6
CV750-3-S-B-G4-DL-V6
CV750-5-S-B-G4-DL-V6
CV750-10-S-B-G4-DL-V6
CV750-15-S-B-G4-DL-V6
CV750-20-S-B-G4-DL-V6
CV750-25-S-B-G4-DL-V6
CV750-30-S-B-G4-DL-V6
CV750-40-S-B-G4-DL-V6
CV750-45-S-B-G4-DL-V6
CV750-50-S-B-G4-DL-V6
CV750-60-S-B-G4-DL-V6
CV750-70-S-B-G4-DL-V6
CV750-80-S-B-G4-DL-V6
CV750-90-S-B-G4-DL-V6
CV750-100-S-B-G4-DL-V6
CV750-120-S-B-G4-DL-V6
CV750-140-S-B-G4-DL-V6
CV750-160-S-B-G4-DL-V6
CV750-180-S-B-G4-DL-V6
CV750-200-S-B-G4-DL-V6





