健康街道ZPBR180-15-S2-P2在数控激光雕刻机上用行星减速机
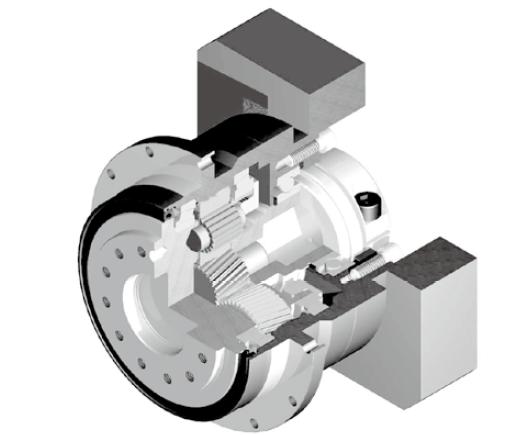
EAMON/伊明牌PZT110系列精密盤面式直角行星減速機
盤面圓形法蘭直角型輸出;
輸入與輸出90°安裝,變通安裝空間;
精密直齒型,單懸臂結構;
高精度,精度範圍:5-12arcmin;
安裝尺寸標準化,應用範圍廣;
適配電機功率:750W、1500W、2000W伺服電機,110、130步進電機等
適用於任何廠商所製造的驅動產品連接,如:松下、安川、三菱、富士、三洋、發那科、西門子、施耐德、科爾摩根、東元、台達、匯川、禾川、信捷等交流伺服電機、直流伺服電機、步進電機的減速傳動。
健康街道ZPBR180-15-S2-P2在数控激光雕刻机上用行星减速机
行星减速器的工作原理主要是基于行星轮系的概念。行星轮系是一种动力传输装置,由太阳轮、行星轮和固定内齿轮组成。行星减速器通过主动转轴连接浮动齿套,再通过浮动齿轮将传输动力以及减速动力传输给太阳轮,太阳轮会将这两种动力传输给分布在太阳齿轮周围的太阳星轮,行星轮在旋转的同时会会绕着太阳轮以及固定内齿轮转动。
简单来讲,行星减速机内的一个内齿环紧密结合于齿箱壳体上,环齿中心有一个自外部动力所驱动之太阳齿轮,而在太阳齿轮和内齿不过之间有一组由三颗齿轮等分组合于托盘上的行星齿轮组,这个组行星齿轮依靠着出力轴、内齿环及太阳齿支撑浮游于期间。当行星减速机接入驱动电源后,行星减速机开始工作,侧动力驱动太阳齿轮时,太阳齿轮带动行星齿轮自转,并依循着内齿环之轨迹沿著中心公转,游星之旋转带动连结于托盘之出力轴输出动力。
在这个过程中,齿轮轴作为行星减速器的核心关键技术,主要连接传输动力以及减速动力。齿轮轴的工作形式要求其必须承受强大的压力以及负荷,这对齿轮轴的性能要求极其高。齿轮轴主要是传输动力的中间介质,通过以上的简单分析可以看出其重要性。因此,对于齿轮轴的材料选择要求其首先具有耐磨性、以及承压性。
在齿轮轴的机加工过程中,制作齿轮轴材料的选择也是重中之重,因为这直接影响到齿轮抽的使用寿命以及行星器的安全。总的来说,行星减速器的工作原理就是通过行星轮系进行动力传输和减速。

健康街道ZPBR180-15-S2-P2在数控激光雕刻机上用行星减速机
KPK060 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
KPK060 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
KPK060 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
KPK090 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
KPK090 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
KPK090 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
KPK115 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
KPK115 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
KPK115 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
KPK140 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
KPK140 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
KPK140 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
KPK180 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
KPK180 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
KPK180 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
KPK60 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
KPK60 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
KPK60 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
KPK90 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
KPK90 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
KPK90 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
KPK142 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
KPK142 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
KPK142 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1

这种工艺称为全板镀铜工艺。与图形电镀相比,全板镀铜的缺点是板面各处都要镀两次铜而且蚀刻时还必须都把它们腐蚀掉。因此当导线线宽十分精细时将会产生一系列的问题。同时,侧腐蚀会严重影响线条的均匀性。在印制板外层电路的加工工艺中,还有另外一种方法,就是用感光膜代替金属镀层做抗蚀层。这种方法非常近似于内层蚀刻工艺,可以参阅内层制作工艺中的蚀刻。目前,锡或铅锡是最常用的抗蚀层,用在氨性蚀刻剂的蚀刻工艺中.氨性蚀刻剂是普遍使用的化工药液,与锡或铅锡不发生任何化学反应。
健康街道ZPBR180-15-S2-P2在数控激光雕刻机上用行星减速机






