城区街道PLF-042-L1-8内齿圈
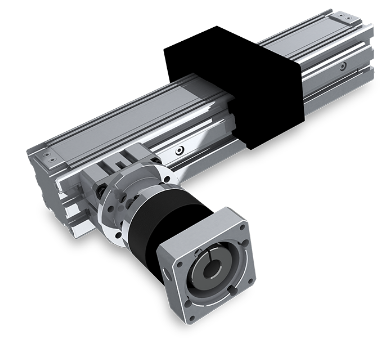
EAMON/伊明牌PZE85系列精密直角型行星減速機
圓形法蘭輸出直角型;
輸入與輸出90°安裝,變通安裝空間;
精密直齒型,單懸臂結構;
高精度,精度範圍:5-12arcmin;
安裝尺寸標準化,應用範圍廣;
適配電機功率:400W、750W、1500W伺服電機,86步進電機等
適用於任何廠商所製造的驅動產品連接,如:松下、安川、三菱、富士、三洋、發那科、西門子、施耐德、科爾摩根、東元、台達、匯川、禾川、信捷等交流伺服電機、直流伺服電機、步進電機的減速傳動。

城区街道PLF-042-L1-8内齿圈
伺服在数控螺丝拧紧机上应用行星减速机的研究
引言
随着工业自动化的不断发展,伺服驱动系统在各种应用中发挥着越来越重要的作用。特别是在数控螺丝拧紧机上,伺服驱动系统的使用能够实现、快速的螺丝拧紧过程。为了进一步优化数控螺丝拧紧机的性能,本文将探讨伺服在其中的应用以及如何利用行星减速机来提率。
伺服系统与行星减速机概述
伺服系统是一种能够地跟随和复现输入信号的控制系统。在数控螺丝拧紧机中,伺服系统可以根据设定的参数,如拧紧速度、拧紧力矩等,对螺丝进行的拧紧。
行星减速机是一种机械传动装置,它通过改变输入轴的转速,将高转速低扭矩的输入转化为低转速高扭矩的输出。在伺服系统中,行星减速机能够将伺服电机的输出转速降低,从而使伺服系统的输出扭矩增大,同时也能优化系统的动态性能。
伺服与行星减速机在数控螺丝拧紧机中的应用
在数控螺丝拧紧机中,伺服电机和行星减速机的配合使用可以实现的螺丝拧紧。首先,伺服电机根据控制系统设定的参数,提供的旋转速度和旋转角度。然后,行星减速机将伺服电机的输出速度降低,从而增大输出扭矩。这样,既能够保证螺丝拧紧的精度,又能提高拧紧效率。
优化伺服与行星减速机的应用策略
为了更好地发挥伺服和行星减速机在数控螺丝拧紧机中的优势,以下是一些建议:
4.1 选用适合的伺服电机和行星减速机:根据具体的应用场景和需求,选择适合的伺服电机和行星减速机。例如,对于需要高扭矩输出的场景,可以选择扭矩更大的伺服电机和减速比更高的行星减速机。
4.2 控制拧紧参数:通过控制伺服电机的速度、位移以及行星减速机的减速比,可以实现螺丝的拧紧。
4.3 实施实时监控与反馈:通过实时监控拧紧过程的数据,对伺服系统和行星减速机进行精细调整,实现的拧紧效果。
4.4 定期维护与保养:为了保证伺服系统和行星减速机的长期稳定运行,定期进行维护和保养是必要的。
结论
通过对伺服在数控螺丝拧紧机上应用行星减速机的探讨,我们可以得出如下结论:伺服和行星减速机的配合使用能够实现、快速的螺丝拧紧过程。通过优化伺服和行星减速机的选型、控制策略以及实施实时监控和反馈,可以实现螺丝拧紧的优化。此外,定期的维护和保养也是保证系统长期稳定运行的关键。
城区街道PLF-042-L1-8内齿圈
LDF90-3
LDF90-4
LDF90-5
LDF90-7
LDF90-10
LDF90-12
LDF90-15
LDF90-16
LDF90-20
LDF90-25
LDF90-28
LDF90-30
LDF90-35
LDF90-40
LDF90-50
LDF90-70
LDF90-100
LDF120-3
LDF120-4
LDF120-5
LDF120-7
LDF120-10
LDF120-12
LDF120-15
LDF120-16
LDF120-20
LDF120-25
LDF120-28
LDF120-30
LDF120-35
LDF120-40
LDF120-50
LDF120-70
LDF120-100

这主要是由于作为刀具管理的用户本身还不够成熟,其次是市场可供选择的刀具管理供应商还太少。3从基础做起,解决好加工典型零件的关键刀具曲轴的粗加工由于发动机曲轴结构的特殊性,目前国内轿车曲轴生产线多为高速柔性生产线(FlexibleTransferLine,FTL),这种生产线的特点是不仅可以加工同系列曲轴,而且还可加工变型产品、换代产品和新产品。曲轴的金属加工工艺流程为:铣端面、定总长、钻质量中心孔、车大小端外圆铣主轴颈及轴肩铣连杆颈及轴肩车拉主轴颈及沉槽车拉连杆颈及沉槽枪钻油孔清洗圆角滚压法兰钻孔攻丝精磨主轴颈(CBN)精磨连杆颈(CBN)斜切磨小端斜切磨法兰端车滚止推面、铣键槽动平衡砂带抛光主轴、连杆及法兰外径清洗、冷却检测分类。
城区街道PLF-042-L1-8内齿圈






