党店镇AB142-36深圳步进行星减速器
EAMON/伊明牌HF精密行星減速機產品優點:
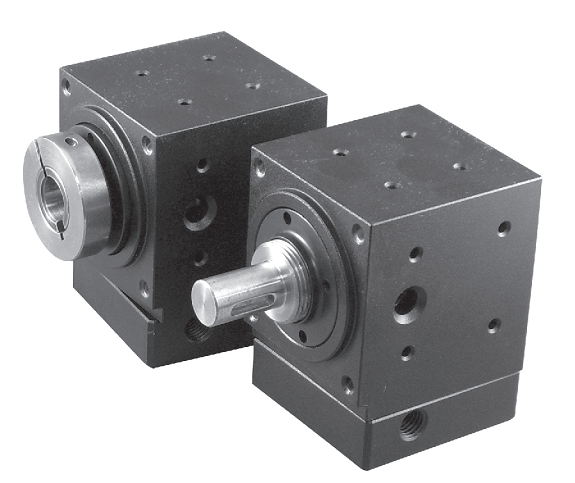
1:本齒輪箱為直齒,方法蘭輸出,輸出軸採用雙軸承支撐,承載扭矩大;
2:性價比高,輕巧,安裝方便;
3:齒輪淬火硬度達62度,齒面磨齒;
4:表面採用烤漆處理,保證外觀不變色,不生鏽;
5:可配任意品牌的伺服和步進電機(如西門子伺服電機減速機);
6: 回程間隙≤10弧分;
7: 防護等級:IP65;
8: 終身免維護,防濺水減速機;
党店镇AB142-36深圳步进行星减速器
伺服行星减速机是一种精密的传动装置,它通过将电动机或其它动力源的旋转运动转化为更低的转速和更大的力矩,以满足各种工业应用的需求。它的内部结构通常包括以下几个方面:
齿轮系统:伺服行星减速机主要利用齿轮系统进行动力传递和减速。它的齿轮系统通常包括一个太阳轮、一个或多个行星轮和一个大齿圈。动力从输入轴传入,驱动太阳轮,而行星轮在围绕太阳轮旋转的同时,也沿着自身的轴线旋转。大齿圈与行星轮相互啮合,从而将动力从行星轮传递到大齿圈,实现减速。
行星轮架:行星轮架是伺服行星减速机的重要部分,它支撑行星轮并使其能够自由旋转。行星轮架通常采用滚动轴承或滑动轴承,以减小摩擦和磨损。
润滑系统:伺服行星减速机通常配备有润滑系统,以保持其内部零件的良好运转状态。润滑系统可以将适量的润滑油持续供给到行星减速机的各个部分,如齿轮接触面、轴承等,以减小摩擦并防止金属表面的氧化。
密封件:伺服行星减速机的齿轮箱通常具有密封件,以防止润滑油泄漏。这些密封件通常由耐高温、耐磨材料制成,以保证其长期使用。
精度调整:伺服行星减速机的输出轴的位置和角度精度通常可以通过内部结构调整来控制。例如,可以调整行星轮的分布圆与大齿圈的齿顶圆之间的间隙,以改善输出轴的精度。
防震和降噪:伺服行星减速机在运转过程中可能会产生震动和噪声。为了降低这些影响,设计师们通常会采取一系列措施,如优化齿轮设计、选用优质轴承和采用减震装置等。
过载保护:为了避免过载对伺服行星减速机造成损坏,它通常配备有过载保护装置。当扭矩超过预定值时,过载保护装置会触发停机,从而保护行星减速机不受损坏。
除了上述常见的内部结构组成部分,伺服行星减速机还可能包括其他一些重要部件,例如散热系统、监控系统等。这些部件根据具体的应用需求和使用条件可能会有所不同。
在设计和制造伺服行星减速机时,需要综合考虑各种因素,包括输入转速、扭矩、效率、精度、寿命以及成本等。其中每个因素都可能对减速机的性能和使用产生重要影响。因此,对伺服行星减速机的内部结构进行深入理解,有助于更好地理解其工作原理和性能特点,为正确使用和维护提供理论支持。
总的来说,伺服行星减速机是一种高精度、率、长寿命的传动装置,广泛应用于各种工业领域。其内部结构的分析和理解对于正确使用和维护减速机具有重要意义。

党店镇AB142-36深圳步进行星减速器
TFR060 -L1 -3 4 5 7 10 -S2-P2
TFR060 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
TFR080 -L1 -3 4 5 7 10 -S2-P2
TFR080 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
TFR090 -L1 -3 4 5 7 10 -S2-P2
TFR090 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
TFR120 -L1 -3 4 5 7 10 -S2-P2
TFR120 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
TFR160 -L1 -3 4 5 7 10 -S2-P2
TFR160 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
TFR115 -L1 -3 4 5 7 10 -S2-P2
TFR115 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
TFR142 -L1 -3 4 5 7 10 -S2-P2
TFR142 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
TFR60 -L1 -3 4 5 7 10 -S2-P2
TFR60 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
TFR80 -L1 -3 4 5 7 10 -S2-P2
TFR80 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
TFR90 -L1 -3 4 5 7 10 -S2-P2
TFR90 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2

去掉包缠物,冲洗残留液体。烘烤。对载荷较大的工件,镀层必须经过2-3℃烘烤2~3min,提高镀层与基体的结合力。镀后机加工。采取磨削或抛光方法,使镀层表面达到要求。注意应在工件温度冷却至室温后,才可进行磨削或抛光等后加工工序。刷镀层镀后机加工,在磨床上磨削,每次进刀量不能超过.3mm。不良刷镀铬层的退除法。不合格的刷镀铬层可用2%左右的进行化学退除。铬层与溶液接触片刻后,即起反应,并激烈冒气泡。接刀裂纹形成的机理及类型1)加热对硬质合金形成裂纹的影响硬质合金刀片与钢(刀杆)的热膨胀系数相差较大,而且合金的导热性能也较刀体材料差,若在焊接时快速加热会产生很大内应力,促使刀片在焊接层处热应力过大导致刀片崩裂。因此焊接温度控制在约大于焊料溶点3~5℃。选用的焊料其熔点应低于刀杆熔点6℃,焊接时火焰应由下向上均匀加热慢慢预热进行焊接,因此要求刀槽与刀片焊接面形成一致。局部过热会使刀片本身或刀片与刀杆的温差较大(大与厚的刀片更为严重),热应力将使刀片刃口崩裂。
党店镇AB142-36深圳步进行星减速器






