我们始终坚信:经得住市场考验的产品,才是好产品!
②脱漆剂搅拌均匀,然后用浸、刷、喷等,将脱漆剂涂于旧涂膜上。③经过一定时间后,发现涂膜出现鼓泡、、等现象时,用木、竹或抹布刮(擦)除;如用水冲型脱漆剂,则用急水冲除。不同脱漆剂脱漆效率不同,快的2--3min,慢的2--3h,需要进行小面积实验确定脱漆时间。
④如果旧涂膜一次不能除尽,可以再涂脱漆剂,进行第二次。⑤脱漆后的工件,用清水洗净,含石蜡和煤油等成分的脱漆剂必须冲洗干净,干燥后涂漆。四、使用脱漆剂的注意事项①使用易燃脱漆剂,施工时严禁明火,并有防火设施。

一般产品的使用佳温度为20^"350C,温度过低产品可能出现变稠现象,在确俱安令情况下,可对脱漆剂稍微加热,即可使用。三、电动除锈1表面处理前,金属结构、管道及设备的加工制作,必须符合施工图及设计文件的要求。
磷化剂
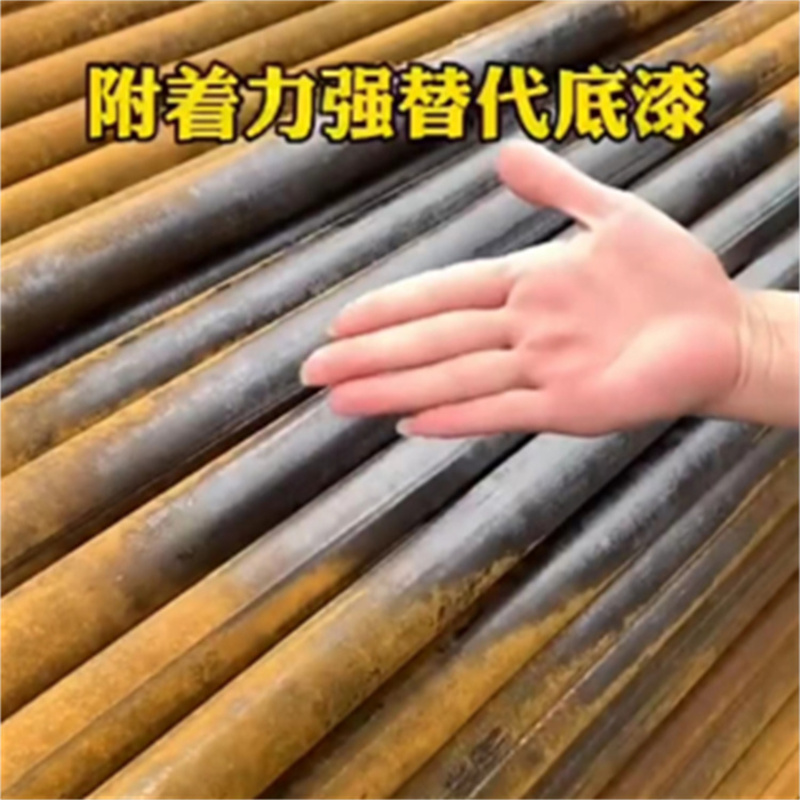
尤其是形成的复合结构薄膜与金属紧密结合在一起,在进行油漆、混凝土作业时可作业效果;二、产品优点(一)采用低压喷雾、涂刷、滚刷等简单可短时间内除去铁及铁合金金属的锈,可一次性完成除锈、形成复合结构两种功能(二)金属表面形成高分子复合膜后,不许别的作业即可进行涂油漆或混凝土浇注除锈后的金属表面,。


3)压缩空气的流量对喷砂清理的效率也有很大的作用,对于给定的喷嘴,在一定的压力条件下,就要消耗一定量的压缩空气。例如:常用的10mm喷嘴,在0.63Mpa时消耗5.4m3/min、在0.70Mpa时消耗6.12m3/min。
磷化剂
喷砂除锈后,金属结构表面粗糙度应达到Ry60~100μm,应按照技术要求,取相应粗糙度样板,用至少7倍放大镜放大后比较,比较时至少每2m2有一个比较点。用表面粗糙度仪直接测定时,每2m2表面至少要有一个评定点,取评定长度为40mm,在此长度范围内测5点,取其算术平均值为此评定点的表面粗糙度值。






