除锈除油清洗剂 除油除锈剂 多功能除锈剂环保
我们企业建立起一整套完善的售后服务与技术研发团队,为客户提供更加的技术指导和完善的售后服务,让客户买的放心,用的安心。我们团队一直在追求创新,为客户提供更加优质的产品和服务,更为很多企业节约了人力成本,了工作效率。您的满意,才是我们追求的目标。同时我们也欢迎各地的朋友前来参观考察,亲自产品的效果。
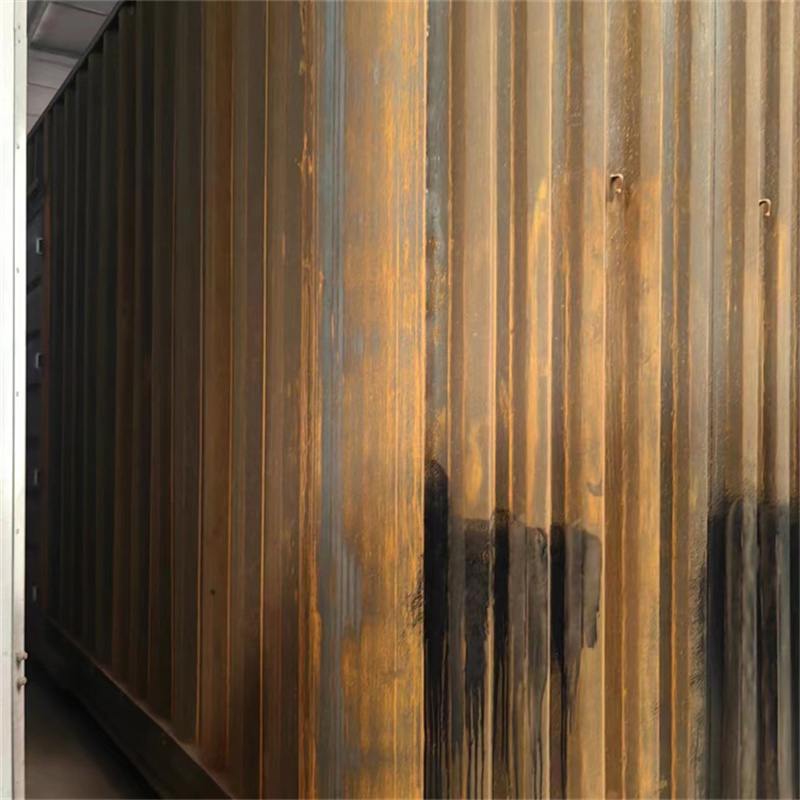
1.1.20表面处理等级应符合下列规定:本工程手工和砂轮机表面处理的应符合规范中相应等级;即:钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈、涂层和附着物,钢材的显露部分的表面应具有底材的金属光泽。

②脱漆剂搅拌均匀,然后用浸、刷、喷等,将脱漆剂涂于旧涂膜上。③经过一定时间后,发现涂膜出现鼓泡、、等现象时,用木、竹或抹布刮(擦)除;如用水冲型脱漆剂,则用急水冲除。不同脱漆剂脱漆效率不同,快的2--3min,慢的2--3h,需要进行小面积实验确定脱漆时间。
喷砂除锈后,金属结构表面粗糙度应达到Ry60~100μm,应按照技术要求,取相应粗糙度样板,用至少7倍放大镜放大后比较,比较时至少每2m2有一个比较点。用表面粗糙度仪直接测定时,每2m2表面至少要有一个评定点,取评定长度为40mm,在此长度范围内测5点,取其算术平均值为此评定点的表面粗糙度值。

4)操作人员一定要双手握住磨光机,防止磨光机在角棱及其他附件处弹起伤到.5)磨光片应来回直至金属面达到St2级.使其钢铁表面无油污、铁锈、无阴影条纹并金属本色。6)除锈工具采用φ100角磨机,铜丝碗形刷;所用电源导线必须是三芯电缆。
在进行防腐蚀工程施工前,应检查验收,并办理交接手续。并应达到下列要求:1)需防腐的金属表面,不得有伤痕、气孔、夹杂、重叠皮、严重腐蚀点;加工表面必须平整,表面局部凹凸不得超过2mm。焊缝上的焊瘤、焊渣、物均应打磨掉。
我们始终坚信:经得住市场考验的产品,才是好产品!






