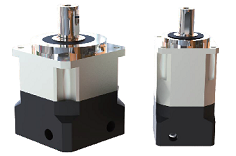
箬坑乡TS-180-35-K5-38射出成型机用行星减速机
精密减速机具有高精度、高刚度、高扭转刚度、低回差、低振动、低噪音、长寿命、免维护、免更换等特点,在机器人 、航天、能源装备、智能制造等领域得到了广泛应用。
在精密减速机中,背隙是一个关键的参数,它反映了减速机的精度等级。根据不同的精度等级,精密减速机有超精密背 隙P0、精密背隙P1和标准背隙P2三种类型。
超精密背隙P0是精度的减速机,其背隙小于±5秒,传动效率高达98%。这种减速机适用于高精度、高刚度的应用场 景,如航天、卫星导航等领域。
精密背隙P1是中精度减速机,其背隙一般在±15秒以内,传动效率高达95%。这种减速机适用于对精度要求较高的应用场 景,如机器人、自动化装备、器械等领域。
标准背隙P2是低精度减速机,其背隙一般在±30秒以内,传动效率高达90%。这种减速机适用于对精度要求不高的应用场 景,如能源装备、智能制造等领域。
精密减速机的背隙越小,其精度越高,价格也越高。因此,在选择使用精密减速机时,需要根据实际应用场景选择合适 的精度等级,以达到的性能和成本效益。同时,为了确保精密减速机的精度和使用寿命,需要正确安装、调试和维 护保养,避免使用过程中出现误差和损坏。
总之,精密减速机是现代制造业中不可或缺的重要部件之一,其精度和性能直接影响到制造质量和生产效率通。过选择 合适的精度等级和正确的安装调试以及维护保养,可以确保精密减速机的精度和使用寿命,从而为现代制造业的发展提 供强有力的支持。

箬坑乡TS-180-35-K5-38射出成型机用行星减速机
行星减速机的多级传动在设计上需要考虑以下几个方面:
传动比的分配:行星减速机的多级传动需要合理分配各级传动比,以满足整体的传动比要求。传动比的分配需要考虑各级传动齿轮的强度和寿命,以及传动过程中的平稳性和振动等因素。
齿轮的设计和选择:行星减速机的多级传动需要选用高精度、高强度、耐磨损的齿轮。齿轮的设计和选择需要考虑齿轮的材料、热处理工艺、精度等级、齿形等因素,以满足传动过程中的精度和寿命要求。
润滑方式的选择:行星减速机的多级传动需要选择合理的润滑方式,以减少摩擦和磨损,提高传动效率。润滑方式的选择需要考虑齿轮的转速、载荷、工作环境等因素,以选择适合的润滑方式和润滑剂。
结构的紧凑性和合理性:行星减速机的多级传动需要设计紧凑、合理的结构,以减少空间占用和重量,方便安装和维护。结构的设计需要考虑各级传动齿轮的布置、轴承的选择和布置、密封方式等因素,以满足使用要求。
动力学分析:行星减速机的多级传动需要进行动力学分析,以评估传动过程中的振动和冲击等因素对设备的影响。动力学分析需要考虑各级传动齿轮的刚度、阻尼、啮合刚度等因素,以评估传动过程的稳定性和可靠性。
总之,行星减速机的多级传动在设计上需要考虑传动比的分配、齿轮的设计和选择、润滑方式的选择、结构的紧凑性和合理性以及动力学分析等因素。这些考虑因素有助于设计出高精度、率、高可靠性的行星减速机,满足各种领域和行业的应用需求。
箬坑乡TS-180-35-K5-38射出成型机用行星减速机
MM152N2LN07/MF120XL1-5-22-110
GYS40/MF60XL2-20-14-50
PG60L2-20-14-50-Y-14/GYS401
SP060S-MF1-4-0C1-2S
SP100S-MF1-10-1G1-2S
VRSF-PB-S9-B-100
VRSF-PB-S9-B-200
AF060-010-S2-P1-SGMPH-02A
AB042-010-S2-P1/SGMPH-01A
MF60HL1-10-H-K-8-30-Lk
MF90HL1-10-H-K-19-70
MF090L2-35-16-80
MF180SL1-10
MX60L2-16-14-50
MF60HL2-20-8-30
PG90L2-15-14-50
MF090L2-15-19-70-S-L
PF90L1-10-14-50-Y-T-S
HM540-40240W
PG60FL2-70-11-50
PG120FL1-10-22-110
MF090L2-20-19-70-Y-20
PG120L2-50-19-110-Y-T-S
PG120L2-70-19-70
MF120SL1-4-19-70
PG90L2-9-19-70-Y-T-S
PF90L2-9-19-70
MF120HL2-25-M-K-24-110
HC-KFS13
PG90L1-10-14-73
MF150SL1-10-35-114.3
PG120FL1-10-19-85
PG120L2-100-22-110
PG90L3-1000-8-30
MF150SL3-500-38-180
PG90L3-500-8-30
PG90L3-1000-8-30
MF120SL2-9-19-95
PG120L2-100-19-70-90
MF150SL2mf150sl2
ZDH120L2-50-22-110
PG120L2-9-22-110
PG120L2-9-22-110
MF150HL2-100--M-K-19-110-Y-T-S
SP240S-MF1-7-101-2S
HG140S-MF1-5K1-1K00
PG90L3-400-19-70
PG90L3-300-14-50
PG90L3-300-19-80
PG90L3-250-14-50
PG90L3-245-19-80
PG90L3-200-14-50
PG90L3-200-14-60
PG90L3-150-19-70
PG90L3-150-14-50
PG90L3-150-16-80
PG90L3-150-14-70
PG90L3-36-19-70
PG90L3-700-14-50
PG120FL1-5-22-110
SD64-10-P2

对于特定的镗孔加工,所用的刀片牌号和涂层在不断升级换代。镗削钢制工件时,最常用的是金属陶瓷和三层涂层硬质合号。涂层硬质合号也可用于铸铁的镗削加工,如果加工条件稳定,氮化硅陶瓷刀片和某些立方氮化硼(CBN)牌号也可用于铸铁镗孔。铝和其它有色金属材料可用未涂层硬质合金刀片进行镗削加工,此类刀片通常具有大正角的磨制断屑台,以防止产生长条形切屑。对于这些材料的高速精镗加工,具有聚晶金刚石(PCD)刀尖或涂层的刀片可能也是一种不错的选择。
箬坑乡TS-180-35-K5-38射出成型机用行星减速机






