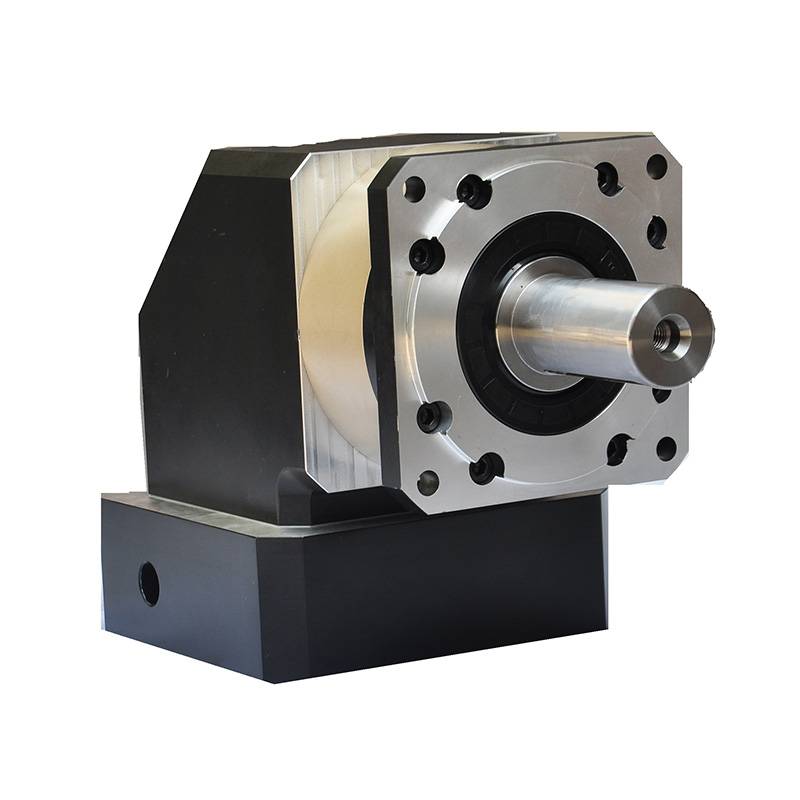
麻栗镇PVLN60-L1-10-P1激光切割机专用行星减速机
伺服行星减速器在运行过程中,内部压力的升高是不可避免的。内部压力的升高会导致减速器的性能下降,严重时甚至 会损坏减速器。因此,采取有效的方法来减少伺服行星减速器的内部压力是非常重要的。以下是一些可能的方法:
设计优化:在设计伺服行星减速器时,应该充分考虑如何优化其结构,以减少内部压力。例如,可以采用更加合理的轴 承设计和密封结构,以降低摩擦和磨损,从而减少内部压力的产生。
合理选择润滑剂:在选择润滑剂时,应根据减速器的具体工作条件和要求,选择合适的润滑剂类型和品牌。正确的润滑 剂可以有效地减少内部摩擦和磨损,从而降低内部压力。
保持润滑剂清洁:在伺服行星减速器的运行过程中,要时刻保持润滑剂的清洁。避免灰尘、杂质和其他污染物进入润滑 剂中,以免影响润滑效果和增加内部压力。
定期更换润滑剂:为了保持润滑剂的性能和减少内部压力的产生,应定期更换润滑剂。更换时要注意清洁整个减速器内 部,避免残留物对新的润滑剂产生不良影响。
合理控制运行温度:在伺服行星减速器的运行过程中,要合理控制其运行温度。过高的温度会导致润滑剂性能下降,加 剧内部摩擦和磨损,从而增加内部压力。因此,可以采取一些散热措施来降低减速器的运行温度。
减少负载波动:在伺服行星减速器的运行过程中,要尽量避免负载波动。过大的负载波动会导致内部零件磨损加剧,从 而增加内部压力。因此,可以采取一些控制措施来稳定负载波动。
增加通气装置:在伺服行星减速器的设计过程中,可以考虑增加通气装置。通气装置可以将减速器内部产生的气体及时 排出,从而避免内部压力的过度升高。
定期检查和维护:要定期对伺服行星减速器进行检查和维护。通过检查和维护,可以及时发现并解决潜在的问题,例如 内部泄漏或堵塞等,从而减少内部压力的产生。
综上所述,为了减少伺服行星减速器的内部压力,可以从设计优化、合理选择润滑剂、保持润滑剂清洁、定期更换润滑 剂、合理控制运行温度、减少负载波动、增加通气装置以及定期检查和维护等多个方面入手,提升减速器的性能和 寿命。

麻栗镇PVLN60-L1-10-P1激光切割机专用行星减速机
行星减速机的多级传动在设计上需要考虑以下几个方面:
传动比的分配:行星减速机的多级传动需要合理分配各级传动比,以满足整体的传动比要求。传动比的分配需要考虑各级传动齿轮的强度和寿命,以及传动过程中的平稳性和振动等因素。
齿轮的设计和选择:行星减速机的多级传动需要选用高精度、高强度、耐磨损的齿轮。齿轮的设计和选择需要考虑齿轮的材料、热处理工艺、精度等级、齿形等因素,以满足传动过程中的精度和寿命要求。
润滑方式的选择:行星减速机的多级传动需要选择合理的润滑方式,以减少摩擦和磨损,提高传动效率。润滑方式的选择需要考虑齿轮的转速、载荷、工作环境等因素,以选择适合的润滑方式和润滑剂。
结构的紧凑性和合理性:行星减速机的多级传动需要设计紧凑、合理的结构,以减少空间占用和重量,方便安装和维护。结构的设计需要考虑各级传动齿轮的布置、轴承的选择和布置、密封方式等因素,以满足使用要求。
动力学分析:行星减速机的多级传动需要进行动力学分析,以评估传动过程中的振动和冲击等因素对设备的影响。动力学分析需要考虑各级传动齿轮的刚度、阻尼、啮合刚度等因素,以评估传动过程的稳定性和可靠性。
总之,行星减速机的多级传动在设计上需要考虑传动比的分配、齿轮的设计和选择、润滑方式的选择、结构的紧凑性和合理性以及动力学分析等因素。这些考虑因素有助于设计出高精度、率、高可靠性的行星减速机,满足各种领域和行业的应用需求。
麻栗镇PVLN60-L1-10-P1激光切割机专用行星减速机
HF60-3
HF60-4
HF60-5
HF60-7
HF60-10
HF60-12
HF60-16
HF60-20
HF60-25
HF60-28
HF60-35
HF60-40
HF60-50
HF60-70
HF60-60
HF60-64
HF60-75
HF60-80
HF60-100
HF60-125
HF60-140
HF60-175
HF60-200
HF60-250
HF60-300
HF080-3
HF080-4
HF080-5
HF080-7
HF080-10
HF080-12
HF080-15
HF080-16
HF080-20
HF080-25
HF080-28
HF080-35
HF080-40
HF080-50
HF080-70
HF080-60
HF080-64
HF080-75
HF080-80
HF080-100
HF080-125
HF080-140
HF080-175
HF080-200
HF080-250
HF080-300
模具制造过程中型腔的抛光是非常重要的一道工序,它关系到模具的质量和寿命,也决定制品质量的好坏。掌握抛光的工作原理和工艺过程,选择合理的抛光方法,可以提高模具质量和寿命,进而提高制品的质量。抛光过度在日常抛光过程中遇到的问题就是“抛光过度”,就是指抛光的时间越长,模具表面的质量就越差。发生抛光过度有二种现象:即是“橘皮”和“点蚀”。抛光过度多发生于机械抛光。工件出现“橘皮”的原因不规则粗糙的表面被称为“橘皮”,产生“橘皮”有许多的原因,常见的原因是由于模具表面过热或渗碳过度而引起,抛光压力过大及抛光时间过长是产生“橘皮”的主要原因。
麻栗镇PVLN60-L1-10-P1激光切割机专用行星减速机






