瓦屋山镇FAB180-25-P1钉跟机专用行星减速机

伊明传动科技(厦门)有限公司
中国 厦门
产品属性
图文详情
品牌推荐
品牌
EAMON/伊明牌
型号
AB-AD-AE-PLF-PLE-SP-LP
类型
行星齿轮减速器
载荷状态
均匀载荷
传动比级数
多级
轴的相对位置
立式加速器
传动布置形式
同轴式
加工定制
加工定制
样品或现货
现货
齿面硬度
硬齿面
减速比
3-100
输出转速范围
3000-8000rpm
输入转速
3000r/min
额定功率
50-3500kw
许用扭矩
10-1200N.m
使用范围
伺服电机,步进马达,异步电机
外形尺寸
42-330mm
重量
1-50kg
一段速比
3-10
二段速比
12-100
三段速比
60-1000
背隙
3-10弧分
法兰大小
42-330mm
瓦屋山镇FAB180-25-P1钉跟机专用行星减速机
伺服减速箱的选型与电机规格尺寸之间存在密切的关系。伺服减速箱是机械传动系统中重要的组成部分,用于将电机的 旋转运动转化为适合实际应用的转速和扭矩。在选择伺服减速箱时,需要考虑其与电机规格尺寸的匹配程度,以确保整 个系统的稳定性和性能。
一、电机规格尺寸的定义
电机规格尺寸主要包括电机的输出轴直径、输出轴长度、输出转速范围等参数。这些参数直接影响到伺服减速箱的选型 和整个机械系统的设计。
二、电机规格尺寸对伺服减速箱选型的影响
输出轴直径:电机的输出轴直径直接影响到伺服减速箱的输入端尺寸。如果电机的输出轴直径较大,需要选择能够兼容 较大输入端尺寸的伺服减速箱,以确保安装和使用的稳定性。
输出轴长度:电机的输出轴长度直接影响到伺服减速箱的轴向尺寸。如果电机的输出轴长度较长,需要选择能够兼容较 长轴向尺寸的伺服减速箱,以确保整个机械系统的布局和稳定性。
输出转速范围:电机的输出转速范围直接影响到伺服减速箱的减速比和传动效率。如果电机的输出转速范围较宽,需要 选择能够适应较宽转速范围的伺服减速箱,以确保整个机械系统的性能和稳定性。
三、选型考虑因素
除了电机规格尺寸外,选择伺服减速箱时还需要考虑以下因素:
减速比:伺服减速箱的减速比是输出转速与输入转速之间的比例,需要根据实际应用的需求进行选择。如果需要较大的 减速比,可以选择多级减速箱或者带有行星轮系的减速箱。
传动效率:伺服减速箱的传动效率是指其输出功率与输入功率之比,需要选择较高的传动效率以提高整个机械系统的效 率。
承载能力:需要根据实际应用中的负载大小和性质来选择伺服减速箱的承载能力。如果实际应用中的负载较大或者有冲 击载荷,需要选择承载能力较强的伺服减速箱。
外形尺寸:需要根据实际应用中的空间和安装要求来选择伺服减速箱的外形尺寸。一般来说,外形尺寸越小,安装和使 用越方便。
使用寿命:需要选择使用寿命较长的伺服减速箱,以保证整个机械系统的稳定性和可靠性。一般来说,使用寿命越长, 说明材料的耐磨性和抗疲劳性能越好。
四、选型流程
根据实际应用需求确定电机的规格尺寸,包括电机输出轴直径、输出轴长度和输出转速范围等参数。
根据电机的规格尺寸选择适合的伺服减速箱型号。需要注意伺服减速箱的输入端尺寸、轴向尺寸等参数是否与电机匹配 。
根据实际应用中的负载大小和性质选择合适的伺服减速箱承载能力。需要考虑负载的大小、性质以及冲击载荷等因素。
综合考虑其他因素如减速比、传动效率、外形尺寸和使用寿命等,以选择适合实际应用的伺服减速箱型号。
根据选型结果进行样机试制和性能测试,验证所选伺服减速箱是否满足实际应用的需求。如有需要,可以对所选伺服减 速箱进行定制化设计以满足特殊需求。
综上所述,伺服减速箱的选型与电机规格尺寸之间存在密切的关系。在选择伺服减速箱时,需要考虑其与电机规格尺寸 的匹配程度,并综合考虑其他因素如减速比、传动效率、承载能力、外形尺寸和使用寿命等,以选择适合实际应用的伺 服减速箱型号。同时,需要进行样机试制和性能测试,验证所选伺服减速箱是否满足实际应用的需求。
瓦屋山镇FAB180-25-P1钉跟机专用行星减速机
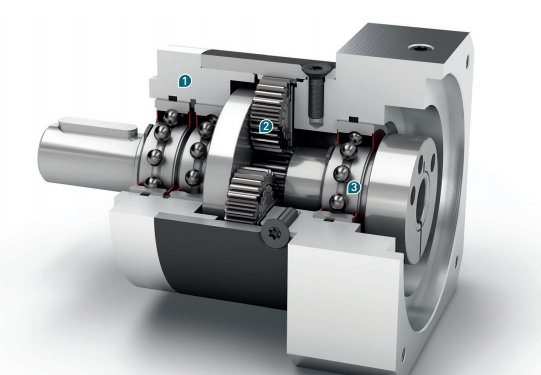
行星减速机内部的优化设计可以体现在以下几个方面:
齿轮设计:采用高强度材料和优化设计的齿轮,能够提高齿轮的承载能力和使用寿命。同时,优化齿轮参数,如增大模数、减小齿数等,可以提高减速器的承载能力,减小设备体积和重量。
轴承设计:优化轴承设计可以提高行星减速器的可靠性和使用寿命。例如,采用高精度轴承、增加轴承数量、改变轴承安装方式等措施,可以提高行星轮的稳定性,减小振动和噪音。
润滑系统:优化润滑系统可以提高行星减速器的效率和寿命。例如,采用润滑剂、增加润滑点、提高润滑油的流动性等措施,可以减小摩擦和磨损,降低工作温度,提高设备性能和使用寿命。
密封设计:优化密封设计可以防止减速器内部润滑油的泄漏和外部灰尘的进入,提高设备的可靠性。例如,采用高精度密封件、优化密封结构等措施,可以增强密封效果,延长设备使用寿命。
热处理和表面处理:行星减速器的内部零件可能需要进行热处理和表面处理,以提高其硬度和耐磨性。例如,采用高频淬火、渗碳等热处理工艺,以及耐磨涂层、硬化处理等表面处理工艺,可以提高零件的硬度和耐磨性,延长设备的使用寿命。
总之,行星减速机内部的优化设计是多方面的,需要根据具体的应用场合和使用要求进行综合考虑。通过对行星减速机内部进行优化设计,可以提高设备的性能和使用寿命,降低噪音和能耗,使行星减速机更加适应市场需求。
瓦屋山镇FAB180-25-P1钉跟机专用行星减速机
LP050 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP050 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP070 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP070 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP090 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP090 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP120 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP120 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP155 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP155 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP205 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP205 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP50 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP50 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP70 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP70 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP90 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP90 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
现在通过RS232接口将计算机与机床CNC控制器联接起来,用VB编写的自动校准软件控制激光干涉仪与数控机床同步工作,实现对数控机床精度的自动检测及自动螺距误差补偿,其补偿方法如下:备份CNC控制系统中的已有补偿参数;由计算机产生进行逐点精度测量的机床CNC程序,并传送给CNC系统;自动测量各点的误差;根据的补偿点产生一组新的补偿参数,并传送给CNC系统,螺距自动补偿完成;重复c.进行精度验证。
瓦屋山镇FAB180-25-P1钉跟机专用行星减速机
伺服减速箱的选型与电机规格尺寸之间存在密切的关系。伺服减速箱是机械传动系统中重要的组成部分,用于将电机的 旋转运动转化为适合实际应用的转速和扭矩。在选择伺服减速箱时,需要考虑其与电机规格尺寸的匹配程度,以确保整 个系统的稳定性和性能。
一、电机规格尺寸的定义
电机规格尺寸主要包括电机的输出轴直径、输出轴长度、输出转速范围等参数。这些参数直接影响到伺服减速箱的选型 和整个机械系统的设计。
二、电机规格尺寸对伺服减速箱选型的影响
输出轴直径:电机的输出轴直径直接影响到伺服减速箱的输入端尺寸。如果电机的输出轴直径较大,需要选择能够兼容 较大输入端尺寸的伺服减速箱,以确保安装和使用的稳定性。
输出轴长度:电机的输出轴长度直接影响到伺服减速箱的轴向尺寸。如果电机的输出轴长度较长,需要选择能够兼容较 长轴向尺寸的伺服减速箱,以确保整个机械系统的布局和稳定性。
输出转速范围:电机的输出转速范围直接影响到伺服减速箱的减速比和传动效率。如果电机的输出转速范围较宽,需要 选择能够适应较宽转速范围的伺服减速箱,以确保整个机械系统的性能和稳定性。
三、选型考虑因素
除了电机规格尺寸外,选择伺服减速箱时还需要考虑以下因素:
减速比:伺服减速箱的减速比是输出转速与输入转速之间的比例,需要根据实际应用的需求进行选择。如果需要较大的 减速比,可以选择多级减速箱或者带有行星轮系的减速箱。
传动效率:伺服减速箱的传动效率是指其输出功率与输入功率之比,需要选择较高的传动效率以提高整个机械系统的效 率。
承载能力:需要根据实际应用中的负载大小和性质来选择伺服减速箱的承载能力。如果实际应用中的负载较大或者有冲 击载荷,需要选择承载能力较强的伺服减速箱。
外形尺寸:需要根据实际应用中的空间和安装要求来选择伺服减速箱的外形尺寸。一般来说,外形尺寸越小,安装和使 用越方便。
使用寿命:需要选择使用寿命较长的伺服减速箱,以保证整个机械系统的稳定性和可靠性。一般来说,使用寿命越长, 说明材料的耐磨性和抗疲劳性能越好。
四、选型流程
根据实际应用需求确定电机的规格尺寸,包括电机输出轴直径、输出轴长度和输出转速范围等参数。
根据电机的规格尺寸选择适合的伺服减速箱型号。需要注意伺服减速箱的输入端尺寸、轴向尺寸等参数是否与电机匹配 。
根据实际应用中的负载大小和性质选择合适的伺服减速箱承载能力。需要考虑负载的大小、性质以及冲击载荷等因素。
综合考虑其他因素如减速比、传动效率、外形尺寸和使用寿命等,以选择适合实际应用的伺服减速箱型号。
根据选型结果进行样机试制和性能测试,验证所选伺服减速箱是否满足实际应用的需求。如有需要,可以对所选伺服减 速箱进行定制化设计以满足特殊需求。
综上所述,伺服减速箱的选型与电机规格尺寸之间存在密切的关系。在选择伺服减速箱时,需要考虑其与电机规格尺寸 的匹配程度,并综合考虑其他因素如减速比、传动效率、承载能力、外形尺寸和使用寿命等,以选择适合实际应用的伺 服减速箱型号。同时,需要进行样机试制和性能测试,验证所选伺服减速箱是否满足实际应用的需求。
瓦屋山镇FAB180-25-P1钉跟机专用行星减速机
行星减速机内部的优化设计可以体现在以下几个方面:
齿轮设计:采用高强度材料和优化设计的齿轮,能够提高齿轮的承载能力和使用寿命。同时,优化齿轮参数,如增大模数、减小齿数等,可以提高减速器的承载能力,减小设备体积和重量。
轴承设计:优化轴承设计可以提高行星减速器的可靠性和使用寿命。例如,采用高精度轴承、增加轴承数量、改变轴承安装方式等措施,可以提高行星轮的稳定性,减小振动和噪音。
润滑系统:优化润滑系统可以提高行星减速器的效率和寿命。例如,采用润滑剂、增加润滑点、提高润滑油的流动性等措施,可以减小摩擦和磨损,降低工作温度,提高设备性能和使用寿命。
密封设计:优化密封设计可以防止减速器内部润滑油的泄漏和外部灰尘的进入,提高设备的可靠性。例如,采用高精度密封件、优化密封结构等措施,可以增强密封效果,延长设备使用寿命。
热处理和表面处理:行星减速器的内部零件可能需要进行热处理和表面处理,以提高其硬度和耐磨性。例如,采用高频淬火、渗碳等热处理工艺,以及耐磨涂层、硬化处理等表面处理工艺,可以提高零件的硬度和耐磨性,延长设备的使用寿命。
总之,行星减速机内部的优化设计是多方面的,需要根据具体的应用场合和使用要求进行综合考虑。通过对行星减速机内部进行优化设计,可以提高设备的性能和使用寿命,降低噪音和能耗,使行星减速机更加适应市场需求。
瓦屋山镇FAB180-25-P1钉跟机专用行星减速机
LP050 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP050 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP070 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP070 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP090 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP090 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP120 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP120 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP155 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP155 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP205 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP205 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP50 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP50 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP70 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP70 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
LP90 -L1-3 4 5 6 7 8 10 -S2-S1 -P2-P1
LP90 -L2-15 20 25 30 35 40 70 80 100 50 -S2-S1 -P2-P1
现在通过RS232接口将计算机与机床CNC控制器联接起来,用VB编写的自动校准软件控制激光干涉仪与数控机床同步工作,实现对数控机床精度的自动检测及自动螺距误差补偿,其补偿方法如下:备份CNC控制系统中的已有补偿参数;由计算机产生进行逐点精度测量的机床CNC程序,并传送给CNC系统;自动测量各点的误差;根据的补偿点产生一组新的补偿参数,并传送给CNC系统,螺距自动补偿完成;重复c.进行精度验证。
瓦屋山镇FAB180-25-P1钉跟机专用行星减速机





