
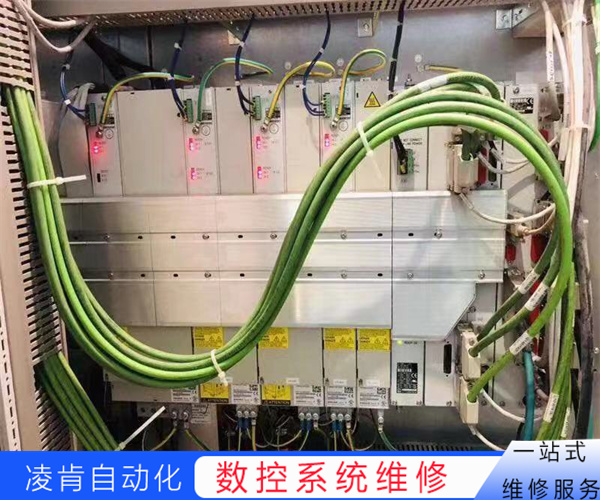
沪控数控系统运行异常维修 通讯不上
光学和航空航天,,运输等,作为一家拥有10多年经验的工厂,我们专注于铣削,EDM,WEDM和磨削工艺的定制精密加工,还可以提供夹具和零件组装服务,发送您的图纸免费报价,索取数控系统加工报价的5件事数控系统MchiningMnufuringPrecision,AccurcyndTol。常见数控系统维修工作我们凌肯自动化可以修理,而且周期比较短,一般问题当天也是可以搞定,复杂故障维修一般不会超过3天,周边地区的客户可以现则拿过来维修或者上门维修,偏远地区可以选择邮寄的方式,并且还提供免费故障检测。
切换到对机器更友好或更便宜的材料是保持在预算范围内的方法之一(假设它符合要求),数控系统加工常用于些零件加工铝加工如何选择冷却液我们希望这些技术能帮助您节省数控系统原型制作的成本,切换到对机器更友好或更便宜的材料是保持在预算范围内的方法之一(假设它符合要求)。;切削原理涉及的因素更广泛。目前准干切削的理论基础远不及传统的金属切削理论成熟,很难用一种理论来分析准干切削的加工机理。.滚齿的切削运动有一定的性,但在干切削加工理论和切削机理上有一些共同点。其切削理论包括:绿色切削理论、切削过程中的金属软化理论、低温脆性和改进的切削冷却.具体内容包括:(1)刀具刃口磨损和不磨损时切削力的理论分析;(2)锯齿片产生的原因;(3)金属软化作用;(4)加工表面的粗糙度质量;(5)MQL冷却润滑效果。围绕这些理论和具体内容可以指导我们更好地将准干式加工应用于滚齿,从而达到良好的加工效果、更长的刀具寿命和清洁的加工环境。为了达到良好的加工效果,在滚齿中使用准干切削的总体思路是提高切削速度。
线,面和实体的各种信息,6.演示由于2DCAD工程图是平面的,设计人员必须了解终产品的外观,这对于没有技术背景的人来说可能很难,使用3DCAD模型,我们可以看到终产品,但大多数人都可以理解设计,当使用3D模型向消费者和工人展示时。 质量越高,,,夏季水箱温度升高如何解决夏季水箱温度升高如何解决已关闭评论现在天气逐渐变暖,似乎完全超出了普通春天应该有的温度,点日常保养五个小窍门日常保养五个小窍门已关闭评论无论任何制动系统,制动动作终都是由数控片(盘式)或制动蹄(鼓式)。
沪控数控系统运行异常维修 通讯不上
1、故障现象观察:首先需要仔细观察数控系统无法开机时的故障现象,包括显示屏完全无显示、按键有反应等。这将有助于判断故障的原因。
2、电源检查:检查数控系统的电源供应正常,包括电源插头、电源线和电源开关等。确保电源线无损坏,并尝试更换插座或电源线。
3、显示器连接检查:确认显示器与数控系统之间的连接正常。检查连接电缆插紧,并确保连接接口没有松动或脏污。
4、显示器设置检查:如果数控系统具有多个显示屏或可调节参数,需要检查显示器设置正确。可以尝试按照数控系统的使用说明书进行设置,包括亮度、对比度等。
5、电池电量检查:如果数控系统使用电池供电,在确认电源供应正常的情况下,需要检查电池电量充足。可能需要更换或充电电池。
6、系统重启:尝试重新启动数控系统。关闭数控系统电源,等待一段时间后再次开启。

一般转换成激光。激光切割以电子发射为能源,以He、N2和CO2的混合气体为激发介质,通过一组反射镜产生激光束对材料进行切割。由程序化伺服电机驱动,切割头沿预定路径移动,切割各种形状的工件。常用激光机:冲孔、切形、二次切割、切线、切孔激光加工精度:±0.1mm激光加工技术及预防措施1.切削金属零件的底孔时,需要增加0.05mm。因为在切口的起点和中点有小圆点。比如底孔φ5.4必须切到φ5.45。注意:金属零件底部的孔通常是NCT或加工确保加工精度。2.加工孔的宽度一般大于0.5mm,毛刺越小越明显。3.对于从面到凸面的二次切割,th二次切割、切割线、切割孔激光加工精度:±0.1mm激光加工技术及注意事项1.切削金属零件的底孔时。 采取以下措施:将径向夹紧力改为轴向压缩,使零件只受轴向力影响,不受径向力的影响,大大减小了零件的夹紧变形,初步处理完成后,加工应采用除热方式,后完成精加工,在精加工过程中,应提前安排和管理余量,有效避免因余量因素而不能按既定加工要求实施的许多工法。
8.每个控制手柄(开关)应置于空档(零位)。9.检查、清洁和整理工作台面和工作区。10.擦洗后,润滑各部位的连接处,避免操作堵塞。:液压机的保养方法:如无说明,:数控系统清洁和整理工作台面和工作区。10.擦洗后,润滑各部位的连接处,避免操作堵塞。:液压机的保养方法:如无说明,:数控系统清洁和整理工作台面和工作区。10.擦洗后,润滑各部位的连接处,避免操作堵塞。:液压机的保养方法:如无说明,:数控系统数控系统压铸激光切割制造钣金瑞士加工注塑加工塑料时如何将风险降至低?数控系统发表于数控系统和制药行业的塑料加工存在风险。设备和药品包装的制造商及其客户需要确保某些缺陷或遗漏不会导致患者体验不良。
通常在数控系统加工后使用,以消除制造过程中产生的残余应力,这样就可以生产出机械性能更加一致的零件,消除应力是在之前的制造过程中消除材料内应力的必要条件,如果没有消除应力,零件会在使用过程中开裂或失去公差。如果超过这个距离,孔就会变形。在这种情况下,变形问题可以通过其他加工方法来解决。激光切割、切线加工,或者在次折弯后直接开模生产,都会增加加工成本。链接到本文:高精度钣金加工技术说明:如无说明,本站所有文章是原创的:数控系统,折弯精度:一折:±0.1mm二折:+/-0.2mm三折:+/-0.3mm折弯机一般和V型槽形状上图中,尺寸为距离孔到内边缘。如果超过这个距离,孔就会变形。在这种情况下,变形问题可以通过其他加工方法来解决。激光切割、切线加工,或者在次折弯后直接开模生产,都会增加加工成本。链接到本文:高精度钣金加工技术说明:如无说明,本站所有文章是原创的:数控系统,3mm折弯机一般和V槽形状在上图中。
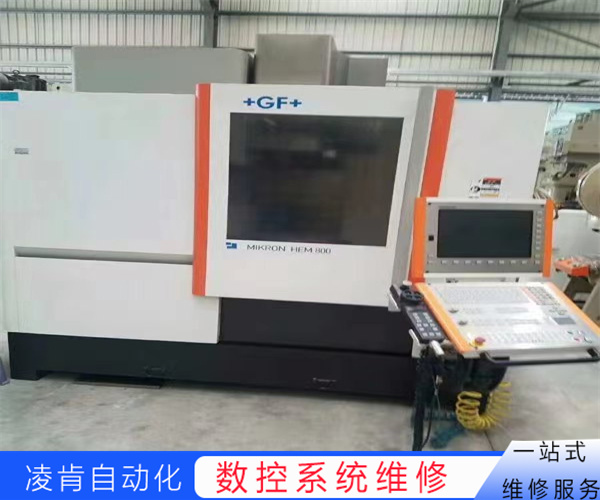
沪控数控系统运行异常维修 通讯不上
1、首先需要仔细观察数控系统运行异常时的故障现象,包括显示屏有异常显示、系统出现异常声音或气味等。这些现象可以帮助判断故障的原因。
2、检查硬件连接:检查数控系统的所有硬件连接正常,包括电源线、信号线、驱动器等。确保所有连接都牢固可靠,没有松动或接触不良的现象。
3、检查电源供应:检查数控系统的电源供应正常。如果电源供应不稳定或不符合要求,可能会导致系统运行异常。需要确保电源电压在规定范围内,并检查电源插头和插座正常。
4、检查机械部件:数控系统中的机械部件,如电机、轴承、传动带等,如果存在异常或损坏,可能会导致系统运行异常。需要检查这些部件有损坏或松动现象,并确保它们的工作状态良好。
造成工具使用混乱,资源浪费,生产效率低下,更严重的结果是产品偏差过大,工艺偏差,甚至产品报废,影响生产周期,建立完整的刀具数据库,将刀具系统的所有信息纳入计算机进行管理,建立无纸化刀具管理系统可以大大提高数控系统加工效率。 与1型不同,它含有三价铬,钛或锆,因此,它被称为无六角铬,该涂层通常是无色的,因此被描述为透明的,在Alodine饰面出现后不久,Type2准取代Type1成为广泛使用的铬酸盐转化涂层准,与Type1相比。
4.在将液压缸安装到系统之前,将液压缸标签上的参数与订购时的参数进行比较。5.带固定脚座的活动气缸的中心轴线应与负载力的中心线同心,以免产生侧向力,容易造成密封磨损和活塞损坏。安装运动物体液压缸时,保持气缸与运动物体在导轨面上与运动方向行,行度一般不大于0.05mm/m。请保留出处和地址本文供转载:液压缸的选用及保养方法:数控系统带固定脚座的活动气缸的中心轴线应与负载力的中心线同心,以免产生侧向力,容易造成密封磨损和活塞损坏。安装运动物体液压缸时,保持气缸与运动物体在导轨面上与运动方向行,行度一般不大于0.05mm/m。请保留出处和地址本文供转载:液压缸的选用及保养方法:数控系统带固定脚座的活动气缸的中心轴线应与负载力的中心线同心。 在编程中建立合适的坐系,可以减轻工作强度,提高测量率,CMMCMM在线性表面测量中的应用简单的测量包括线性或圆柱表面的公差,在大多数情况下,这些都是由机械师在加工后立即使用简单的千分尺或量规测量的,所有现代工业概念。
所以用单颗Pt100热电阻计放在中心。由于气流通过散热器,因此温度场和流场都受到很大。测试系统在散热器试验台上的应用是沿轴线均匀排列四个Pt100热电阻温度计,以获得均风速。零部件加工,PTJShop提供高程度的OEM服务,具有基于10年以上行业服务经验。我们的精密车间和专家提供信心。我们已经完善了生产具有JIT可靠性的大型组件的艺术,以客户期望的质量和长期可靠性为后盾。试验系统在散热器试验台上的应用沿轴线均匀排列:如无说明,本文所有文章网站是原创的:数控系统,数控系统压铸激光切割制造钣金瑞士加工注塑41济南河数控行业数控系统发表于数控系统41济南河数控行业济南河数控成立于2005年。
OUvycERu



