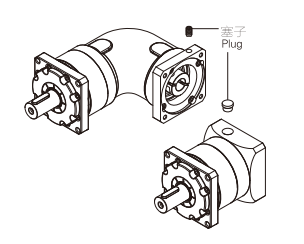
EVB-115-3-K7-28HA24同轴减速机运转步骤图

伊明传动科技(厦门)有限公司
中国 厦门
产品属性
图文详情
品牌推荐
品牌
EAMON/伊明牌
型号
AB-AD-AE-PLF-PLE-SP-LP
类型
行星齿轮减速器
载荷状态
均匀载荷
传动比级数
多级
轴的相对位置
立式加速器
传动布置形式
同轴式
加工定制
加工定制
样品或现货
现货
齿面硬度
硬齿面
减速比
3-100
输出转速范围
3000-8000rpm
输入转速
3000r/min
额定功率
50-3500kw
许用扭矩
10-1200N.m
使用范围
伺服电机,步进马达,异步电机
外形尺寸
42-330mm
重量
1-50kg
一段速比
3-10
二段速比
12-100
三段速比
60-1000
背隙
3-10弧分
法兰大小
42-330mm
EVB-115-3-K7-28HA24同轴减速机运转步骤图
伺服行星减速机的输入转速是根据其设计参数和性能要求进行计算的。具体来说,输入转速主要受到以下几个 因素的影响:
减速比:伺服行星减速机的减速比是输入转速与输出转速之间的比例关系。减速比的大小决定了输入转速的值。一 般来说,减速比越大,输入转速越小。因此,在满足输出转速要求的前提下,可以选择较小的减速比来提高输入转速的 值。
功率:伺服行星减速机的输入转速受到其承受功率的限制。功率越大,允许输入的转速越高。在选择伺服行星减速 机时,需要根据实际需求选择合适的功率,以确保在满足负载要求的同时,能够承受较高的输入转速。
轴承和齿轮设计:伺服行星减速机的轴承和齿轮设计对其输入转速也有影响。一般来说,采用滚动轴承、齿数较少 的齿轮以及较大的齿轮模数可以承受更高的输入转速。因此,在选择伺服行星减速机时,需要考虑其轴承和齿轮设计是 否符合输入转速的要求。
负载特性:伺服行星减速机的负载特性对其输入转速也有影响。例如,对于静扭矩负载较大的情况,需要选择较大 的减速比和较高的功率来满足要求,从而降低输入转速的值。而对于动扭矩负载较大的情况,需要选择具有更高疲 劳强度的轴承和齿轮设计,以承受较高的输入转速。
综上所述,伺服行星减速机的输入转速是根据其设计参数、性能要求以及负载特性等因素进行计算的。在选择伺服 行星减速机时,需要根据实际需求综合考虑以上因素,以确定合适的输入转速。
EVB-115-3-K7-28HA24同轴减速机运转步骤图
在瓦楞纸箱设备上应用行星减速机的研究
一、引言
瓦楞纸箱设备是一种广泛应用于包装行业的机械设备,它通过切割、压痕、折叠和粘合等步骤制成各种形状和大小的瓦楞纸箱。行星减速机作为一种常见的减速装置,在瓦楞纸箱设备中可以起到降低转速、增大扭矩的作用,同时还能提高设备的稳定性、精度和效率。本文将探讨在瓦楞纸箱设备上应用行星减速机的重要性和优势。
二、行星减速机概述
行星减速机是一种由行星轮系和内齿圈组成的减速装置,它通过伺服电机驱动,能够实现高精度的速度和位置控制。行星减速机的使用可以使得瓦楞纸箱设备的各个部件得到更加的控制,从而实现高精度的纸箱制作。
三、在瓦楞纸箱设备上应用行星减速机的优势
提高纸箱制作精度和稳定性
行星减速机的使用可以使得瓦楞纸箱设备的各个部件得到更加的控制,从而提高了纸箱制作的精度和稳定性。这对于一些高精度的纸箱制作来说是至关重要的。
提高能效和降低能耗
行星减速机具有高传动效率的特点,它能够使得伺服电机的转速降低,同时增大扭矩输出,从而提高了设备的能效,降低了能源消耗。这对于长期使用瓦楞纸箱设备的用户来说具有重要的意义。
简化设备设计
行星减速机的结构紧凑、体积小、重量轻等特点,使得在瓦楞纸箱设备中能够实现高精度的控制,同时简化了设备的设计。这有助于设备的紧凑布局和便于维护。
提高设备的耐用性和可靠性
行星减速机的设计注重耐用性和可靠性,能够实现长期稳定的运行。同时,行星减速机的维护和保养相对简单,能够降低设备使用成本,提高设备的可靠性和稳定性。
四、应用策略及优化方法
为了更好地发挥行星减速机在瓦楞纸箱设备中的优势,以下是一些建议:
合理选择型号:根据瓦楞纸箱设备的实际需求,选择合适的行星减速机型号。要确保减速机的参数与伺服电机的输出参数相匹配,以充分发挥其性能优势。同时还要考虑其性价比和长期使用效益。
安装调试:行星减速机的安装和调试对其性能和使用寿命有着重要的影响。因此,应确保安装和调试的性,包括与瓦楞纸箱设备其他部分的合理连接、润滑剂的添加等,以确保其稳定性和可靠性。
加强维护与保养:定期对行星减速机进行维护保养,包括更换润滑剂、清洗内部零件等,以保持其良好的工作状态。同时,对其运行状态进行实时监控,及时发现并解决潜在问题,提高设备的可靠性和稳定性。
培训和技术支持:为操作人员提供相关的培训和技术支持,使他们能够熟练掌握行星减速机的操作和维护技能。同时,确保技术支持及时有效,解决设备运行过程中的问题,提高设备的可靠性和稳定性。
优化控制算法:结合行星减速机的特点,优化瓦楞纸箱设备的控制算法。通过采用先进的控制算法和高精度传感器技术,实现设备的智能控制和优化运行,提高纸箱制作的效率和精度。
五、结论
在瓦楞纸箱设备上应用行星减速机具有重要的意义。它能够提高纸箱制作的精度和稳定性、优化设备的能源效率、简化设备设计、提高设备的耐用性和可靠性。为了更好地发挥行星减速机在瓦楞纸箱设备中的优势,应合理选型与匹配、安装与调试、加强维护与保养、培训和技术支持以及优化控制算法。通过采取这些措施和方法,可以进一步提高瓦楞纸箱设备的性能和使用效果。
EVB-115-3-K7-28HA24同轴减速机运转步骤图
PDR060 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR060 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR060 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PDR090 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR090 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR090 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PDR115 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR115 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR115 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PDR142 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR142 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR142 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PDR120 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR120 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR120 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PDR60 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR60 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR60 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PDR90 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR90 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR90 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1

各类模具定期去应力退火的周期:5吨以下模具,新模具投产5模次进行次去应力,以后每生产1~15模重复上述工作。吨以上模具,新模具投产5模次进行次去应力,以后每生产6~1模重复上述工作。及时进行打磨和修复由于龟裂纹均产生于模具表面,在裂纹源刚产生至微裂纹阶段,其扩展速率极低,此时将其及时打磨掉,可延长模具寿命。修模工注意检查模具的浇口、浇道周围、拐角、锐边、内圆角和孔的四周等应力集中部位,发现微裂纹必须及时打磨。
EVB-115-3-K7-28HA24同轴减速机运转步骤图
伺服行星减速机的输入转速是根据其设计参数和性能要求进行计算的。具体来说,输入转速主要受到以下几个 因素的影响:
减速比:伺服行星减速机的减速比是输入转速与输出转速之间的比例关系。减速比的大小决定了输入转速的值。一 般来说,减速比越大,输入转速越小。因此,在满足输出转速要求的前提下,可以选择较小的减速比来提高输入转速的 值。
功率:伺服行星减速机的输入转速受到其承受功率的限制。功率越大,允许输入的转速越高。在选择伺服行星减速 机时,需要根据实际需求选择合适的功率,以确保在满足负载要求的同时,能够承受较高的输入转速。
轴承和齿轮设计:伺服行星减速机的轴承和齿轮设计对其输入转速也有影响。一般来说,采用滚动轴承、齿数较少 的齿轮以及较大的齿轮模数可以承受更高的输入转速。因此,在选择伺服行星减速机时,需要考虑其轴承和齿轮设计是 否符合输入转速的要求。
负载特性:伺服行星减速机的负载特性对其输入转速也有影响。例如,对于静扭矩负载较大的情况,需要选择较大 的减速比和较高的功率来满足要求,从而降低输入转速的值。而对于动扭矩负载较大的情况,需要选择具有更高疲 劳强度的轴承和齿轮设计,以承受较高的输入转速。
综上所述,伺服行星减速机的输入转速是根据其设计参数、性能要求以及负载特性等因素进行计算的。在选择伺服 行星减速机时,需要根据实际需求综合考虑以上因素,以确定合适的输入转速。
EVB-115-3-K7-28HA24同轴减速机运转步骤图
在瓦楞纸箱设备上应用行星减速机的研究
一、引言
瓦楞纸箱设备是一种广泛应用于包装行业的机械设备,它通过切割、压痕、折叠和粘合等步骤制成各种形状和大小的瓦楞纸箱。行星减速机作为一种常见的减速装置,在瓦楞纸箱设备中可以起到降低转速、增大扭矩的作用,同时还能提高设备的稳定性、精度和效率。本文将探讨在瓦楞纸箱设备上应用行星减速机的重要性和优势。
二、行星减速机概述
行星减速机是一种由行星轮系和内齿圈组成的减速装置,它通过伺服电机驱动,能够实现高精度的速度和位置控制。行星减速机的使用可以使得瓦楞纸箱设备的各个部件得到更加的控制,从而实现高精度的纸箱制作。
三、在瓦楞纸箱设备上应用行星减速机的优势
提高纸箱制作精度和稳定性
行星减速机的使用可以使得瓦楞纸箱设备的各个部件得到更加的控制,从而提高了纸箱制作的精度和稳定性。这对于一些高精度的纸箱制作来说是至关重要的。
提高能效和降低能耗
行星减速机具有高传动效率的特点,它能够使得伺服电机的转速降低,同时增大扭矩输出,从而提高了设备的能效,降低了能源消耗。这对于长期使用瓦楞纸箱设备的用户来说具有重要的意义。
简化设备设计
行星减速机的结构紧凑、体积小、重量轻等特点,使得在瓦楞纸箱设备中能够实现高精度的控制,同时简化了设备的设计。这有助于设备的紧凑布局和便于维护。
提高设备的耐用性和可靠性
行星减速机的设计注重耐用性和可靠性,能够实现长期稳定的运行。同时,行星减速机的维护和保养相对简单,能够降低设备使用成本,提高设备的可靠性和稳定性。
四、应用策略及优化方法
为了更好地发挥行星减速机在瓦楞纸箱设备中的优势,以下是一些建议:
合理选择型号:根据瓦楞纸箱设备的实际需求,选择合适的行星减速机型号。要确保减速机的参数与伺服电机的输出参数相匹配,以充分发挥其性能优势。同时还要考虑其性价比和长期使用效益。
安装调试:行星减速机的安装和调试对其性能和使用寿命有着重要的影响。因此,应确保安装和调试的性,包括与瓦楞纸箱设备其他部分的合理连接、润滑剂的添加等,以确保其稳定性和可靠性。
加强维护与保养:定期对行星减速机进行维护保养,包括更换润滑剂、清洗内部零件等,以保持其良好的工作状态。同时,对其运行状态进行实时监控,及时发现并解决潜在问题,提高设备的可靠性和稳定性。
培训和技术支持:为操作人员提供相关的培训和技术支持,使他们能够熟练掌握行星减速机的操作和维护技能。同时,确保技术支持及时有效,解决设备运行过程中的问题,提高设备的可靠性和稳定性。
优化控制算法:结合行星减速机的特点,优化瓦楞纸箱设备的控制算法。通过采用先进的控制算法和高精度传感器技术,实现设备的智能控制和优化运行,提高纸箱制作的效率和精度。
五、结论
在瓦楞纸箱设备上应用行星减速机具有重要的意义。它能够提高纸箱制作的精度和稳定性、优化设备的能源效率、简化设备设计、提高设备的耐用性和可靠性。为了更好地发挥行星减速机在瓦楞纸箱设备中的优势,应合理选型与匹配、安装与调试、加强维护与保养、培训和技术支持以及优化控制算法。通过采取这些措施和方法,可以进一步提高瓦楞纸箱设备的性能和使用效果。
EVB-115-3-K7-28HA24同轴减速机运转步骤图
PDR060 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR060 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR060 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PDR090 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR090 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR090 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PDR115 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR115 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR115 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PDR142 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR142 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR142 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PDR120 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR120 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR120 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PDR60 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR60 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR60 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PDR90 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PDR90 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PDR90 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
各类模具定期去应力退火的周期:5吨以下模具,新模具投产5模次进行次去应力,以后每生产1~15模重复上述工作。吨以上模具,新模具投产5模次进行次去应力,以后每生产6~1模重复上述工作。及时进行打磨和修复由于龟裂纹均产生于模具表面,在裂纹源刚产生至微裂纹阶段,其扩展速率极低,此时将其及时打磨掉,可延长模具寿命。修模工注意检查模具的浇口、浇道周围、拐角、锐边、内圆角和孔的四周等应力集中部位,发现微裂纹必须及时打磨。
EVB-115-3-K7-28HA24同轴减速机运转步骤图





