铁列克乡VRB-115B-45-K5-28FE24泉州42直角行星减速机
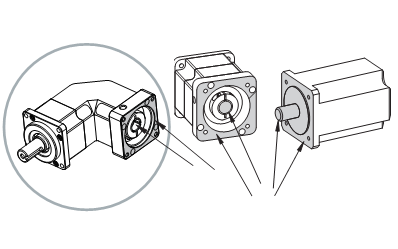
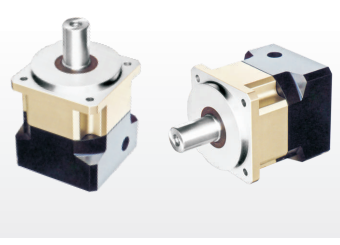
伺服行星减速器是一种精密的传动装置,广泛应用于各种工业领域。根据输出形式的不同,伺服行星减速器可以分为中 空轴、盘式输出和轴式输出三种类型。下面将详细介绍这三种输出形式的应用差异。
中空轴输出:
中空轴输出的伺服行星减速器通常具有一根中空的轴,用于与负载连接。这种输出形式的特点是结构紧凑,适用于需要 紧凑设计的场合。中空轴输出适用于各种类型的负载,如转矩、力和力矩等。由于轴是中空的,可以方便地穿过其他结 构或设备,使得安装和布局更加灵活。此外,中空轴输出还具有良好的回转精度和传动效率。
盘式输出:
盘式输出的伺服行星减速器将输出轴通过一个圆盘传递给负载。这种输出形式适用于需要较大输出扭矩的场合,如重型 机械设备、起重机等。盘式输出具有较高的刚性和承载能力,能够承受较大的轴向力和径向力。同时,由于圆盘的较大 表面积,可以更好地传递扭矩,提高传动的平稳性和可靠性。
轴式输出:
轴式输出的伺服行星减速器将输出轴直接与负载连接。这种输出形式适用于需要直接驱动负载的场合,如各种类型的电 动机、液压马达等。轴式输出具有直接、简单的连接方式,能够实现高速旋转和长寿命运行。同时,轴式输出还具有较 高的传动效率和可靠性,适用于各种恶劣的工作环境。
综上所述,中空轴、盘式输出和轴式输出的伺服行星减速器各有其特点和应用差异。在选择输出形式时,需要根据实际 应用场景和使用需求进行综合考虑。对于需要紧凑设计、高回转精度和灵活布局的场合,中空轴输出是不错的选择;对 于需要承受较大负载、具有较高刚性和承载能力的场合,盘式输出更为合适;对于需要直接驱动负载、实现高速旋转和 长寿命运行的场合,轴式输出则是更好的选择。
此外,对于不同输出形式的伺服行星减速器,还需要根据其特点进行正确的安装和使用。例如,中空轴输出的减速器需 要保证中空轴与负载的连接牢固可靠;盘式输出的减速器需要确保圆盘的表面处理和安装精度;轴式输出的减速器需要 适应各种不同类型的负载和工作环境等。
总之,正确选择和应用伺服行星减速器的输出形式对于设备的正常运行和使用寿命至关重要。在实际应用中,需要根据 具体的工作环境和要求,选择合适的减速器型号和配置,并采取相应的措施来确保其正常运行和使用寿命。
铁列克乡VRB-115B-45-K5-28FE24泉州42直角行星减速机
伺服行星减速机是一种精密的传动装置,广泛应用于各种工业自动化设备和机器人等领域。它的精度和回程背隙(backlash)是影响系统性能和精度的关键因素。本文将探讨伺服行星减速机的精度与回程背隙的关系。
伺服行星减速机的精度通常是指其输出轴的位置精度和重复精度。这些精度取决于减速机的设计、制造和装配过程中的各种因素,如齿轮设计、齿轮加工和装配误差等。一般来说,伺服行星减速机的精度越高,其价格也越高。
回程背隙是指减速机在正向和反向运转时,输出轴的位置偏差。它通常被用来衡量减速机的反向误差或间隙。回程背隙的存在会影响到机器人或自动化设备的精度和重复精度,因此,它也是评价伺服行星减速机性能的重要指标之一。
伺服行星减速机的精度和回程背隙之间存在一定的关系。一般来说,高精度的减速机应该具有较小的回程背隙,这意味着它正向和反向运转时的位置偏差较小。反之,如果减速机的精度较低,则其回程背隙通常会较大。
回程背隙的大小也受到减速机的设计和制造因素的影响。例如,齿轮设计的刚度和齿轮材料的硬度会影响到减速机的回程背隙。此外,齿轮加工和装配过程中的误差也会导致回程背隙的增大。
在实际应用中,我们需要根据具体的应用场景和要求来选择适合的伺服行星减速机。一般来说,对于需要高精度位置控制的机器人或自动化设备,我们应该选择精度较高、回程背隙较小的减速机。这样可以提高设备的精度和重复精度,从而获得更好的性能。
另外,需要注意的是,虽然高精度的伺服行星减速机具有较小的回程背隙,但其价格也相对较高。因此,在选择减速机时,我们需要在性能和价格之间进行权衡,以确定的选择方案。
综上所述,伺服行星减速机的精度与回程背隙之间存在一定的关系。高精度的减速机通常具有较小的回程背隙,可以提供更好的位置控制性能。然而,在选择减速机时,我们还需要考虑其他因素,如价格、适用范围等,以确定应用需求的减速机型号。
铁列克乡VRB-115B-45-K5-28FE24泉州42直角行星减速机
KF060-L1-3-4-5-7-10-14-50
KF060-L2-15-16-20-25-30-35-40-50-70-100-14-50
KF60-L1-3-4-5-7-10-14-50
KF60-L2-15-16-20-25-30-35-40-50-70-100-14-50
KF090-L1-3-4-5-7-10-19-70
KF090-L2-15-16-20-25-30-35-40-50-70-100-19-70
KF90-L1-3-4-5-7-10-19-70
KF90-L2-15-16-20-25-30-35-40-50-70-100-19-70
KF120-L1-3-4-5-7-10-22-110
KF120-L2-15-16-20-25-30-35-40-50-70-100-22-110
KF120-L1-3-4-5-7-10-24-110
KF120-L2-15-16-20-25-30-35-40-50-70-100-24-110
KF150-L1-3-4-5-7-10-24-110
KF150-L2-15-16-20-25-30-35-40-50-70-100-24-110
KF150-L1-3-4-5-7-10-35-114.3
KF150-L2-15-16-20-25-30-35-40-50-70-100-35-114.3
KF180-L1-3-4-5-7-10-35-114.3
KF180-L2-15-16-20-25-30-35-40-50-70-100-35-114.3
KF180-L1-3-4-5-7-10-38-180
KF180-L2-15-16-20-25-30-35-40-50-70-100-38-180
模具钢材的热处理方式与加工工序安排密切相关。在模具制造时,应当根据材料和加工工艺路线来选择热处理方法,制定相应得热处理工艺。一般冷作模具钢工作零件的热处理工序安排:筹造退火机械加工成型淬火与回火工修整。冷作模具钢采用成型磨削及电加工工艺:锻造退火机械粗加工淬火或回火精加工(磨削、电加工)。冷作模具钢复杂冲模的加工:锻造退火机械粗加工高温回火或调质机械加工成型淬火与回火磨削与电工加工成型。
铁列克乡VRB-115B-45-K5-28FE24泉州42直角行星减速机






