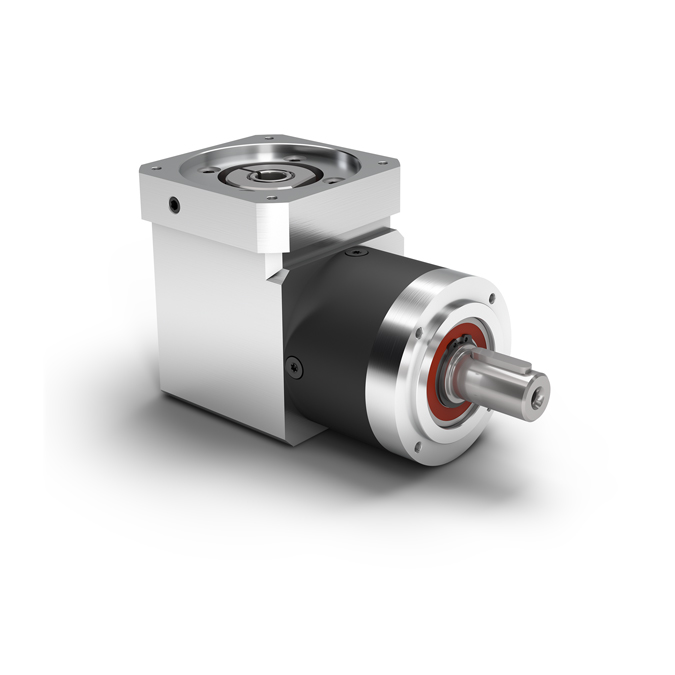
石亭镇高能效行星式减速器VRL-070C-20-K5-14BJ11标签机
使用半流体润滑脂在伺服行星减速机中有以下优势:
减少漏油和滴漏:半流体润滑脂在填充量上可以充满行星轮系的空间,从而在行星轮系啮合副的间隙中形成一层致密的 油膜,起到润滑作用,同时防止了漏油和滴漏。
提高传动效率:半流体润滑脂在传动中能够形成连续的润滑膜,降低齿轮摩擦和磨损,从而提高传动效率。
延长设备寿命:半流体润滑脂具有较长的使用寿命,其润滑性能和抗氧化性能强,可以降低齿轮的摩擦和磨损,延长设 备的使用寿命。
降低维护成本:由于半流体润滑脂的使用寿命长,可以减少频繁更换润滑油的次数,从而降低维护成本。
适应恶劣环境:半流体润滑脂具有较高的粘附性和粘度,可以在高温、高速、高负荷等恶劣环境下保持稳定的润滑性能 ,保护行星减速机不受损伤。
减少噪音和振动:半流体润滑脂具有较好的减振性能,可以减少行星减速机的噪音和振动,提高设备的使用舒适性。
节省能源:使用半流体润滑脂可以减少能源消耗,因为它可以形成连续的润滑膜,降低齿轮摩擦和磨损,提高传动效率 。
提高安全性:由于半流体润滑脂不易飞溅和泄漏,可以降低行星减速机的火灾和风险,提高设备的安全性。
综上所述,使用半流体润滑脂在伺服行星减速机中具有显著的优势,可以有效提高设备的性能和寿命,降低维护成本, 提高安全性。因此,在实际应用中,可以考虑选择使用半流体润滑脂来润滑行星减速机。
石亭镇高能效行星式减速器VRL-070C-20-K5-14BJ11标签机
行星减速箱设计规范包括以下几个方面:
满足扭矩和转速的要求。行星减速箱设计的首要任务是满足扭矩和转速的要求。根据工作机的要求,计算出所需的扭矩和转速,选择合适的减速比和传动比,以满足工作机的要求。
提高齿轮承载能力。行星减速箱的齿轮应具有足够的强度和刚度,以承受大的扭矩和转速。设计中应合理确定齿轮模数、齿轮宽度、齿数比等参数,以提高齿轮承载能力。
保证齿轮侧隙的合理。行星减速箱的齿轮侧隙应该合理,以避免齿面卡死或过度磨损。在确定齿轮侧隙时,应根据工作机的精度等级、运转速度和工作环境等因素进行综合考虑。
保持低速级齿轮平稳转动。低速级齿轮转速低,惯性力矩大,因此在设计时需要充分考虑其平稳性。可以通过选择合适的模数、调整齿轮宽度等方式来降低齿轮表面的弯曲应力,以减小低速级齿轮的振动和噪音。
保证行星轮架的平衡性。行星轮架是行星减速箱的关键部件之一,其平衡性的好坏直接影响到减速箱的性能。在设计中应合理确定行星轮架的结构形式和尺寸,并进行静平衡和动平衡测试,以保证行星轮架的平衡性。
方便制造和维护。行星减速箱的设计应考虑到制造和维护的方便性。设计中应尽可能采用标准件和通用件,减少非标零件的数量,以降低制造成本。同时,设计时还应考虑到方便维护和更换易损件的需要,使其易于拆装和更换。
考虑工作环境和温度条件。行星减速箱的工作环境和使用温度会影响其性能和使用寿命。设计中应考虑到工作环境和温度条件,选择适当的材料和润滑方式,以适应不同的工作需求。
进行动力学仿真分析。为了确保行星减速箱设计的可靠性,可以在设计初期进行动力学仿真分析。通过模拟减速箱的实际运行情况,分析其动力学性能指标,优化设计参数,以减少后期调试和修改的工作量。
符合国家和行业标准。行星减速箱的设计应符合国家和行业的相关标准,如齿轮精度、材料、润滑等方面的规定。设计中应关注标准的更新和变化,及时调整设计规范,以保证设计的合规性。
考虑经济性。在满足性能要求的前提下,行星减速箱的设计应尽可能考虑经济性。选择合适的材料、工艺和设计参数,以降低制造成本,提高市场竞争力。
总之,行星减速箱设计规范是一个综合性的标准体系,需要从多个方面进行考虑和优化。在设计中应注重实践经验和理论知识的结合,不断完善和改进设计规范,以提高行星减速箱的性能和使用寿命。

石亭镇高能效行星式减速器VRL-070C-20-K5-14BJ11标签机
PGE060 -L1 -3 4 5 7 10 -S2-P2
PGE060 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
PGE080 -L1 -3 4 5 7 10 -S2-P2
PGE080 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
PGE090 -L1 -3 4 5 7 10 -S2-P2
PGE090 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
PGE120 -L1 -3 4 5 7 10 -S2-P2
PGE120 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
PGE160 -L1 -3 4 5 7 10 -S2-P2
PGE160 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
PGE115 -L1 -3 4 5 7 10 -S2-P2
PGE115 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
PGE142 -L1 -3 4 5 7 10 -S2-P2
PGE142 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
PGE60 -L1 -3 4 5 7 10 -S2-P2
PGE60 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
PGE80 -L1 -3 4 5 7 10 -S2-P2
PGE80 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
PGE90 -L1 -3 4 5 7 10 -S2-P2
PGE90 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
整体复合材料结构的设计和制造是一个具有挑战性的课题,必须以先进的设计理念和数字化设计技术以及先进制造技术作为保障,而对复合材料结构制造过程中出现的变形进行控制是实现复合材料结构整体化的关键技术之一。固化变形机理分析复合材料固化过程本质上是一个在低热传导率、各向材料中进行的具有非线性内热源的固化反应过程,固化及此后降温过程中产生的体积收缩会导致残余应力和变形。对于热压罐成型工艺,影响固化变形的因素可分为内因和外因两个方面:内因包括材料特征、铺层取向和几何形状等与结构设计有关的因素;外因则包括固化温度、时间、压力以及模具等与工艺过程有关的因素。
石亭镇高能效行星式减速器VRL-070C-20-K5-14BJ11标签机






