三春集镇VRS60-15-K6行星减速机与rv减速机区别
伺服行星减速机和蜗杆减速机在结构上存在明显的区别。下面将分别对这两种减速机的结构进行阐述。
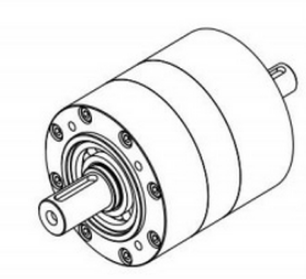
伺服行星减速机
伺服行星减速机是一种广泛应用于机械传动领域的减速设备,其结构主要由太阳齿轮、行星轮、行星架和内齿圈组成。
太阳齿轮:太阳齿轮是伺服行星减速机的核心部件,它作为输入端,接收来自电机的旋转动力。太阳齿轮通常采用渗碳 淬火处理,以提高其硬度和耐磨性。
行星轮:行星轮是伺服行星减速机中的重要组成部分,围绕太阳齿轮进行旋转。行星轮通过滚动轴承支撑在行星架上, 可实现自我调整和校正。
行星架:行星架是伺服行星减速机中的关键部件,它作为支撑和传动元件,将太阳齿轮的旋转动力传递给行星轮。行星 架通常采用高强度合金钢制成,经过精密加工和热处理,以确保其精度和稳定性。
内齿圈:内齿圈是伺服行星减速机的输出端,与行星架形成内啮合,将太阳齿轮的旋转动力转化为减速后的输出动力。 内齿圈通常采用渗碳淬火处理,以提高其硬度和耐磨性。
伺服行星减速机的结构紧凑,传动效率高,具有高精度、高刚性、低背隙等特点,适用于需要控制速度和扭矩的机 械传动系统。
蜗杆减速机
蜗杆减速机是一种利用蜗杆与涡轮之间的传动来实现减速的设备。其结构主要由蜗杆、涡轮、箱体和轴承等组成。
蜗杆:蜗杆是蜗杆减速机的核心部件,它作为输入端,接收来自电机的旋转动力。蜗杆通常采用合金钢或不锈钢制成, 经过精密加工和热处理,以提高其硬度和耐磨性。
涡轮:涡轮是蜗杆减速机中的重要组成部分,与蜗杆形成啮合关系。涡轮通常采用青铜或铸铁制成,具有一定的强度和 耐磨性。
箱体:箱体是蜗杆减速机中的基础部件,用于支撑蜗杆、涡轮和其他零部件。箱体通常采用铸铁或铝合金制成,经过精 密加工和热处理,以确保其精度和稳定性。
轴承:蜗杆减速机中常用滚动轴承或滑动轴承作为支撑和传动元件。滚动轴承具有较高的精度和刚性,适用于高速运转 ;滑动轴承则具有较好的阻尼和抗震性能,适用于重载低速运转。
蜗杆减速机的结构相对简单,传动比大,具有率、低噪音、高可靠性等特点,适用于需要大减速比的机械传动系统 。
综上所述,伺服行星减速机和蜗杆减速机在结构上存在明显的区别。伺服行星减速机具有高精度、高刚性、低背隙等特 点,适用于需要控制速度和扭矩的机械传动系统;而蜗杆减速机则具有结构简单、传动比大、率等特点,适用 于需要大减速比的机械传动系统。根据实际应用需求选择合适的减速机类型是实现、传动的重要环节。
三春集镇VRS60-15-K6行星减速机与rv减速机区别
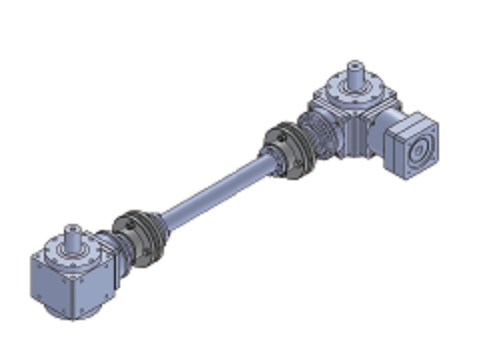
捻线机、提花机与植绒机专用行星减速机的应用与优势
在现代工业领域中,捻线机、提花机与植绒机等机械设备的需求日益增长。为提高这些设备的性能和效率,专用行星减速机被广泛应用于这些设备中。本文将介绍捻线机、提花机与植绒机专用行星减速机的应用背景、市场现状以及未来发展趋势。
一、捻线机专用行星减速机
捻线机是一种纺织机械,用于将多股纱线捻制成具有一定、耐磨、柔软的绳索。行星减速机在捻线机中的应用主要表现在以下几个方面:
降低转速:行星减速机的速比可以控制,能够将捻线机的转速降低到适当的范围,以提高纱线的捻制质量和生产效率。
动力传输:行星减速机可以将电动机的动力传输到捻线机的传动轴上,实现稳定、可靠的传动。
精度控制:行星减速机的精度较高,能够保证捻线机的转速和张力控制精度,从而生产出高质量的产品。
二、提花机专用行星减速机
提花机是一种纺织机械,用于在纺织品上织出各种花型和图案。行星减速机在提花机中的应用主要体现在以下几个方面:
降低转速:行星减速机的速比可以控制,能够将提花机的转速降低到适当的范围,以增加织造花型和图案的精细度和稳定性。
动力传输:行星减速机可以将电动机的动力传输到提花机的传动轴上,实现稳定、可靠的传动。
位置控制:行星减速机的精度较高,能够保证提花机的位置控制精度,从而生产出高质量的产品。
三、植绒机专用行星减速机
植绒机是一种表面处理设备,用于在物体表面种植绒毛状物质。行星减速机在植绒机中的应用主要表现在以下几个方面:
降低转速:行星减速机的速比可以控制,能够将植绒机的转速降低到适当的范围,以提高绒毛的生长质量和生产效率。
动力传输:行星减速机可以将电动机的动力传输到植绒机的传动轴上,实现稳定、可靠的传动。
精度控制:行星减速机的精度较高,能够保证植绒机的位置和速度控制精度,从而生产出高质量的产品。
四、未来发展趋势
随着科学技术的不断进步和工业领域的不断发展,专用行星减速机在捻线机、提花机和植绒机等领域的应用将会越来越广泛。未来,行星减速机将会朝着以下几个方向发展:
高精度:提高行星减速机的制造精度和装配精度,以提高设备的稳定性和可靠性。
低噪音:优化行星减速机的结构设计,降低其运行噪音,以适应更加安静和环保的生产环境。

三春集镇VRS60-15-K6行星减速机与rv减速机区别
HDLT60L1-1
HDLT60L1-4P1
HDLT60L1-5P1
HDLT60L1-6P1
HDLT60L1-7P1
HDLT60L1-8P1
HDLT60L1-10P1
HDLT60L2-12P1
HDLT60L2-15P1
HDLT60L2-20P1
HDLT60L2-25P1
HDLT60L2-30P1
HDLT60L2-35P1
HDLT60L2-40P1
HDLT60L2-50P1
HDLT60L2-60P1
HDLT60L2-70P1
HDLT60L2-80P1
HDLT60L2-100P1
HDLT90L1-1
HDLT90L1-4P1
HDLT90L1-5P1
HDLT90L1-6P1
HDLT90L1-7P1
HDLT90L1-8P1
HDLT90L1-10P1
HDLT90L2-12P1
HDLT90L2-15P1
HDLT90L2-20P1
HDLT90L2-25P1
HDLT90L2-30P1
HDLT90L2-35P1
HDLT90L2-40P1
HDLT90L2-50P1
HDLT90L2-60P1
HDLT90L2-70P1
HDLT90L2-80P1
HDLT90L2-100P1
锯割过程锯弓作直线往复运动,推锯时右手推进,左手施压,返回时不加压力,从加工面轻轻滑过。锯割过程中压力小而均匀,锯割行程一般往复长度不小于锯条全长的2/3。当工件快锯断时,握锯施压要轻,速度要慢,行程要小,并用手扶住工件即将落下的部分。手锯使用有哪些注意事项使用手锯锯割工件时,一定要保证工件固定牢固且锯条安装必须正确,防止折断锯条或锯缝歪斜。起锯角度要正确,姿势要自然。锯割工件时,可以加些机油,以减少摩擦和冷却锯条,从而延长锯条使用寿命。
三春集镇VRS60-15-K6行星减速机与rv减速机区别






