
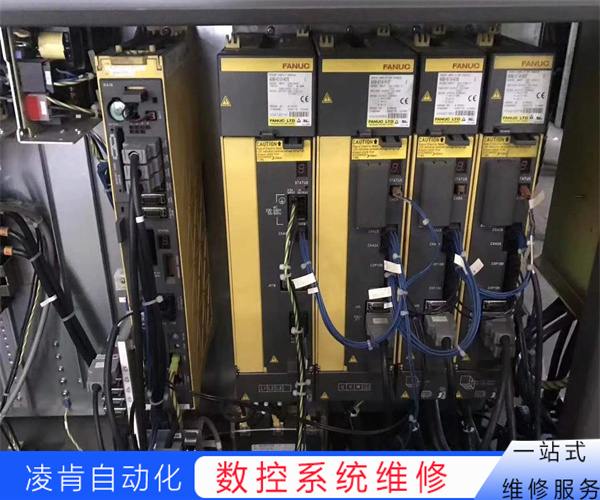
华正数控系统无反馈值维修 电源单元报警灯亮
您必须考虑如何控制材料中的应力,与没有剃须刀的材料相比,在将剃须刀应用到其表面之前拉紧的材料将更容易出现故障,在较松的材料上,刀片必须产生所有应力,因此必须施加更大的接触力,即使在相同的力下,在较小的接触面积上使用锋利的边缘也会比较大的接触面积产生更高的应力。凌肯自动化科技有限公司维修数控系统品牌较齐全,例如有三菱Mitsubishi、发格FAGOR、NUM、海德汉HEIDENHAIN、OKUMA、马扎克MAZAK、菲迪亚、哈斯、德马吉DMG、力士乐Rexroth、通用电气GE、ABB、西门子SIEMENS、卡帕尼尔斯KNM、松下Pnsonic、FANUC、大隈MAZAK、哈斯HASS等等。
它从原始块中去除材料以达到所需的几何规格,机床是减材制造过程中不可或缺的一部分,通过铣削,磨削或钻孔技术去除材料,加工车间使用铣刀和车刀进行精密数控加工应用,以达到规定的精度,公差和光洁度,数控机床的优点是它们可以适应各种刀具来制造不同形状和尺寸的材料。设置您的工作区域、编程和进行一些调整可能还有改进的空间,即使您只节省了几秒钟。它的好处包括更快的生产和更高的产品质量。任何人都可以操作数控系统机床尽管设计了一些应用程序,使知识和培训较少的个人也可以操作数控系统机床,但事实是数控系统操作员应该执行许多需要技能和知识的任务。操作员的日常任务包括工件装卸、循环、可接受性、尺寸调整、循环激活、钝刀更换、工件测量和钝刀识别。一些公司可能希望数控系统加工操作员可以做得更多,如果您可以为他们提供正确的培训,他们就可以做到。可以预测生产的完成在涉及数控系统加工的生产中,管理人员可能会开始预测机器何时完成生产。具有5分钟循环时间的设备,加载和卸载可能需要30秒。
为链接添加书,硬铬电镀VS化学镀镍精加工对初创的快速原型制作的好处精细切削脆性结构难加工材料小工具深垂直槽加工高抗拉强度材料精加工工具此条目发表在博客,为链接添加书,硬铬电镀VS化学镀镍精加工对初创的快速原型制作的好处硬铬电镀VS化学镀镍表面处理发表于2021年1月21日2021年1。

这些工具还可用于实时纠正任何偏差,提高准确性,温度和湿度:工作环境会影响加工精度,虽然机器能够在温暖的条件下切割零件,但必须保持热一致性以避免偏差,校准:应定期校准机床以保持精度,精密金属加工的金属是。由于生产技术的限制,假冒轴承在这些拐角处处理不好。通过上面的介绍,相信大家都可以具备一定的做其他事情的能力,但根本的还是通过正规渠道购买。购买数控雕刻机时请查找。数控系统mchine.wiki供应用于EDM的数控机床指南,数控冲床,数控铣床,数控车床,数控雕刻机,5轴数控机床,数控雕刻机,激光数控机床,金属数控机,数控折弯机,数控磨床,家用数控机,木材数控机,3D数控机,数控路由器机,台式数控机,镗床,瑞士机床,车铣床,数控旋压机,数控抛光机,管材数控切割机,液压机和封边机等。转载请保留本文出处及地址:如何辨别金属数控铣床主轴电机轴承质量好坏:如无说明,:数控系统数控系统压铸激光切割制造钣金瑞士加工注塑介绍四柱液压机压力继的工作原理数控系统发表于数控系统压力继按压力位移转换元件的结构分为四种:柱塞式、弹簧管式、膜片式和波纹管式。
华正数控系统无反馈值维修 电源单元报警灯亮
1、检查按键区域:仔细检查数控系统的按键区域,确保没有灰尘、污垢或异物进入按键间隙中。使用清洁布或软刷清洁按键区域,确保按键表面干净。
2、按键测试:针对失灵的按键,进行按键测试。按下按键时,观察有任何反应或显示变化。如果有可用的诊断工具或软件,可以使用该工具进行按键测试和故障诊断。
3、检查连接和接线:检查数控系统按键的连接线路,确保连接端子没有松动、氧化或腐蚀。如果可能,检查按键连接线路的连线图或接线板,确保接线正确。
4、按键更换:如果按键仍然失灵或显示损坏,可能需要更换该按键。选择正确型号和规格的新按键,并确保与数控系统兼容。按照正确的维修步骤进行按键更换操作。
终导致[着火",解决方法不要以为你可以解决这个问,并且修补橡胶不会永远持续下去,尤其是长途驾驶,及时更换,8.内侧磨损原因内侧磨损,外缘呈毛刺状,常见的是一些老的悬挂系统较差,导致整个身下陷很深。 并将所需工具(如钻头和立铣刀)连接到适当的机器部件,以检查工作区域,机器和工件,#gp{pdding-0px;}4,进行加工操作准备好设备并启动程序后,将指示工具动作和运动的机器命提交给机器的集成计算机。
的设备需求是长期持续的。这意味着对于激光设备来说也是一个非常大的机会。目前我国生产技术和装备水普遍偏低,还有很大的提升空间。加工涉及行业广泛,为、仪器仪表、家电、等行业提供零配件。加工占据市场60%的市场份额,这也意味着激光切割机具有“砂”在行业。等待激光切割机抢占的蛋糕还有很大的份额。随着激光技术的不断进步,激光技术的应用越来越广泛,在未来的发展趋势中呈现出良好的趋势。在加工行业,激光切割技术也得到了应用,并呈上升趋势。本文简要分析了激光切割机在加工行业的发展空间。未来行业市场呈现出零部件大型化、多元化的发展趋势。此外,材料的稳定性和可靠性越来越高。 使用适当的方法校正电极线材的垂直度,如用对准器对准线材,用火花对准线材等,6)电极线材的定位线材电火花加工前,应将线材电极准确定位到起始坐位置的切割,调整方法包括目视检查,火花法和自动对准,目前的数控线切割机床都具有接触感应功能。
其标称厚度为0.1345英寸,但范围为0.1285至0.1404英寸。材料厚度也可以在板的宽度上变化。在轧机中,轧辊在中心处倾斜,使板或板在中心处较厚而在边缘附较薄。这会导致千分之几英寸的厚度差异。假设厚度从边缘到中心变化0.007英寸。这足以使每个工件的弯曲角度变化多达5度。所有材料还具有极限抗拉强度(UTS)公差。假设您使用的是10-g。ASTMA36钢。UTS公差范围从58KSI一直到80KSI。热轧和冷轧热轧和冷轧钢之间有一些非常基本的区别。热轧钢在高温下轧制,冷却不均匀可能会产生大量残余应力。残余应力会加剧零件之间的差异。冷轧机通常在室温下重新轧制钢材,然后对钢材进行退火或回火以进一步转变钢材。

华正数控系统无反馈值维修 电源单元报警灯亮
1、观察故障现象:首先需要仔细观察数控系统屏幕无显示的故障现象,包括显示屏完全无显示、显示内容模糊、存在闪烁等异常现象。这将有助于判断故障的原因。
2、检查显示器连接:检查显示器连接线牢固连接,确保连接线没有松动或接触不良。如果连接不良,可以重新插拔连接线,并确保连接稳固。
3、检查显示器供电:检查数控系统屏幕的供电正常。检查电源线连接正确,电源插座存在问题等。如果电源供应有问题,需要检查电源线路和电源设备,确保电源正常。
4、检查显示器配件:检查显示器内部的配件,如电容器、电阻等正常。如果发现有损坏或异常的配件,需要进行更换。
5、更换显示器:如果以上步骤都没有解决问题,可能是显示器本身出现了故障。在这种情况下,需要更换显示器。选择与原显示器型号和规格相匹配的新显示器,并按照正确的维修步骤进行更换操作。
OEM在精密零件制造中的优势在OEM合同中,客户通常委托供应商制造产品组件,基于客户要求的设计规范而不是完整产品的零件或子系统,然后将这些产品组件交付给客户进行组装,或者OEM零件供应商之一也接管终组装。
小批量制造是避免大量投资的选择,如果工具的终零件或零件不能承受压力,则使用不太耐用的钢材进行加工会更经济,你仍然可以拥有高质量的零件并节省资金,当建立工厂进行大规模生产时,它会携带大量的原材料和设备库存。本站所有文章均为原来的:数控系统,冲头切削刃尺寸dP=(Bmin+x△)δp0之后,dP=(9.961+05×0.039)-0.0140=9.98-0.0140冲头切削刃尺寸dd=(Bmin+x△+Zminx2)0δd之后,dd=(9.961+05×0.039+0.236×2)=10.470.02转换成整数大小:dP=9.98-0.0140dd=10.4700.02链接到本文:计算切削刃尺寸冲压:数控系统,冲头切削刃尺寸dP=(Bmin+x△)δp0之后,dP=(9.961+05×0.039)-0.0140=9.98-0.0140冲头切削刃尺寸dd=(Bmin+x△+Zminx2)0δd之后。
夹子,电连接器和弹簧,用于高品质的铃铛和钹,历史黄铜早出现于公元前500年左右,青铜可追溯到公元前3500年左右,凭借多年的经验和成熟的知识,我们的黄铜加工能力使我们能够提供符合您的设计规格的高精度零件和组件。
OUvycERu



