五家镇小型行星减速箱ABR142-070-S2-P2单出轴
行星齿轮减速机是一种广泛应用于各种机械传动系统中的减速设备。它的性能与回程间隙之间存在密切的关系。回 程间隙是指减速机在正反转运行时,输出轴在相同输入扭矩下产生的反向扭矩与反向扭矩之差。这个参数是衡 量减速机性能的重要指标之一。
一、性能
行星齿轮减速机的性能主要包括传动效率、传动精度、承载能力、使用寿命等。这些性能指标在很大程度上受到回程间 隙的影响。
传动效率:回程间隙的存在会导致减速机在正反转转换时产生一定的能量损失。这些损失主要包括回程间隙中的摩擦损 失和惯性损失。摩擦损失是由于回程间隙中的润滑油膜厚度变化引起的;惯性损失是由于回程间隙中的齿轮副转动惯量 的变化引起的。这些损失都会降低减速机的传动效率。
传动精度:回程间隙的存在会导致减速机的输出轴在正反转运行时的位置精度降低。由于回程间隙的存在,输出轴在相 同输入扭矩下会产生一定的反向扭矩,导致输出轴产生微小的位移。这种位移会导致输出轴的转速和位置精度降低,从 而影响整个传动系统的精度。
承载能力:回程间隙的大小直接影响到减速机的承载能力。如果回程间隙过大,减速机的反向扭矩会增大,从而降低其 承载能力;如果回程间隙过小,则会导致齿轮副的磨损加剧,从而缩短减速机的使用寿命。
使用寿命:回程间隙的大小也会影响到减速机的使用寿命。如果回程间隙过大,会导致减速机的振动和噪音增大,从而 加速齿轮副的磨损;如果回程间隙过小,则会导致齿轮副的摩擦加剧,从而缩短其使用寿命。
二、回程间隙
行星齿轮减速机的回程间隙大小受到多种因素的影响,包括齿轮副的制造精度、装配精度、润滑条件、材料硬度等。为 了提高减速机的性能,需要尽量减小回程间隙。
制造精度:齿轮副的制造精度对回程间隙的大小有着重要影响。提高齿轮副的制造精度可以减小回程间隙,从而提高减 速机的性能。
装配精度:减速机的装配精度也会影响到回程间隙的大小。通过提高装配精度,可以减小齿轮副之间的相对位移,从而 减小回程间隙。
润滑条件:润滑条件对回程间隙的大小也有影响。良好的润滑条件可以减小齿轮副之间的摩擦阻力,从而减小回程间隙 。
材料硬度:齿轮副的材料硬度也会影响到回程间隙的大小。提高材料硬度可以增强齿轮副的耐磨性,从而减小回程间隙 。
总之,行星齿轮减速机的性能与回程间隙之间存在密切的关系。为了提高减速机的性能,需要尽量减小回程间隙。通过 提高齿轮副的制造精度、装配精度、润滑条件和材料硬度等方法,可以有效地减小回程间隙,从而提高行星齿轮减速机 的性能。
五家镇小型行星减速箱ABR142-070-S2-P2单出轴
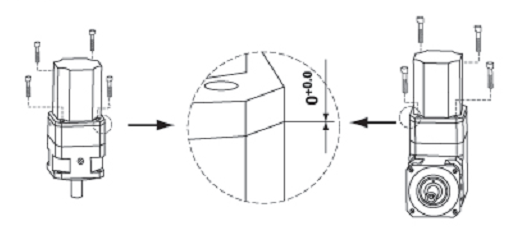
检查行星减速机的齿轮磨损的具体步骤如下:
拆装行星减速机:将行星减速机从设备上拆下来,将外壳拆开,分离各个部件。
检查齿轮:检查齿轮的磨损情况,观察齿轮是否有裂纹、变形、剥落等情况。
检查轴承:检查轴承的磨损情况,观察轴承是否转动灵活,是否有异响和卡滞现象。
检查行星轮:检查行星轮的运动是否正常,是否有卡滞现象,如果存在卡滞现象需要清洗或更换。
检查润滑油:检查润滑油的质量和油位是否符合要求,如果润滑油不足或污浊需要更换。
这些步骤完成后,可以更好地判断行星减速机的齿轮磨损情况,如果发现有异常磨损或损坏应及时更换齿轮或轴承等部件。
五家镇小型行星减速箱ABR142-070-S2-P2单出轴
ZPLX060 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
ZPLX060 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
ZPLX060 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
ZPLX090 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
ZPLX090 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
ZPLX090 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
ZPLX115 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
ZPLX115 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
ZPLX115 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
ZPLX142 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
ZPLX142 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
ZPLX142 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
ZPLX120 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
ZPLX120 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
ZPLX120 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
ZPLX60 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
ZPLX60 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
ZPLX60 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
ZPLX90 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
ZPLX90 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
ZPLX90 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1

在设计、测绘机器或部件时,都要画零件图。零件图的准确与否,直接影响机器或部件的性能。所以对于绘制机械加工零件图的设计人员来说,要求很高。本文就来具体介绍一下机械加工零件图的画法。分析零件、确定表达方案画图前,先要了解零件的名称、功用以及它在机器或部件中的位置和装配连接关系。在弄清零件的结构形状的前提下,结合其工作位置和加工位置,确定它是属于前面所述四类典型零件(轴套盘盖叉架箱体类)中的哪一种,再根据这类零件的表达特点,确定合适的表达方案。
五家镇小型行星减速箱ABR142-070-S2-P2单出轴






